HDI压合设计准则作业规范
|
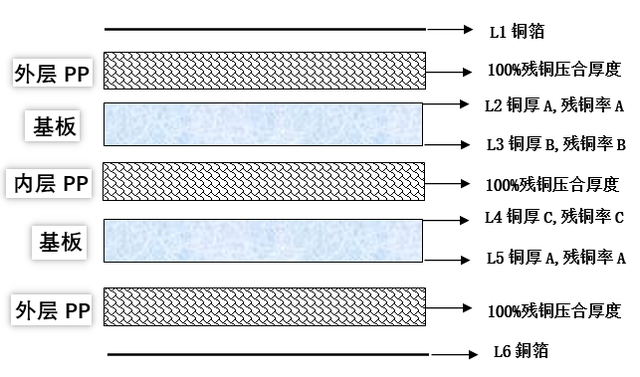
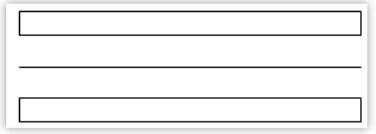
1、目的: 为便于设计、压板制程之生产管理,而订立此准则,以利设计课设计参考之用。 2、适用范围: 适用于DI-FUNCTION 及TETRA FUNCTION NORMAL Tg、Tg150 及Hi-Tg 材料所有HDI板设计,如有特殊设计需与制程工程师进行讨论。 3、定义: 压合设计:针对客户对产品的要求,对压合制程的叠板结构进行最佳化排列组合。 4、内容说明: 4.1 板厚之设计: 4.1.1 Prepreg之选择: 1) 各厂家不同类型PP压合介电层厚度值见每月制程实际测试发文。 2) 各厂家PP实际压合厚度测试每半年测试一次,最新发文如与上次发文介电层厚度差异大于0.3mil时,应与制程工程师讨论是否需重新修订之前料号之叠板结构。 4.1.2 Prepreg之选择考虑之优先级如下: 1) 介电层厚度符合客户规格或依照客户指定型号。 2) 板厚符合Spec要求及满足阻抗设计要求。 3) 在客户同意的原则下,优先使用单张Prepreg。 4) 单价低。 5) 单一介电层,最多只能用3张 Prepreg(7628 不可使用4张(含)以上),金手指产品夹层PP不可以超过3张,否则使用无铜箔内层板替代(若Tg150或Hi-Tg材料需使用无铜箔内层板时则须以基板蚀刻铜后替代无箔内层板)。 6) 树脂含量、填充性满足设计需求。 4.1.3板厚之计算: 4.1.3.1 介电层厚度设计需考虑残铜率之影响,残铜率计算依内层之铜厚及铜面积分布而定。 4.1.3.2 介电层厚度设计值(如下图). 1) 对外层:Prepreg压合厚度=100%残铜压合厚度-基板铜厚A*(1-残铜率A)。 2) 对内层:Prepreg压合厚度=100%残铜压合厚度-基板B铜厚*(1-残铜率B)-基板C铜厚*(1-残铜率C)
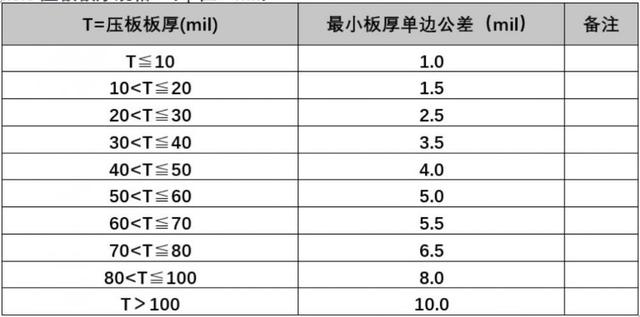
4.1.3.3 合板厚设计值=各介层总厚度设计值 各层基板厚度 各层铜厚-0.2mil*内层层数。 4.1.3.4 残铜率设计依照设计后的CAM数据实际扫描的残铜面积除以TOTAL的面积得出。 4.1.3.5 压板板厚规格:(单位: mil)
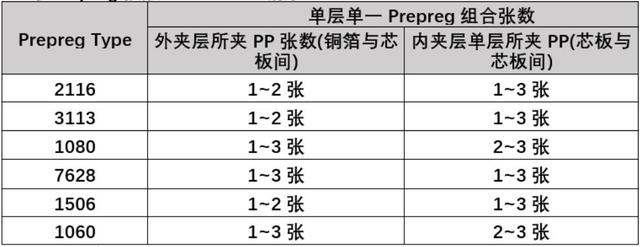
1) 客户规格为 /-3 mil之板厚要求者,不可使用7628材料。 2) 压板板厚上下限如超越两种板厚范围,以各自板厚范围定上下限。 3) Thin core厚度规格:使用进料规格,若客户有介电层规格要求,设计时须依客户介电层规格选择,以进料平均值当理论值。 4.1.3.6 金手指料号板厚设计: 1) 针对新料号板厚设计,设计课向客户确认是否可在金手指区域铺铜,若客户不同意,则依照下列方式设计:金手指板板厚设计成品板以成型板成型区板厚(中值) 成品板厚(中值)*5%,公差:±1mil。 2) 若无法同时满足金手指区域与成型区内非金手指区板厚规格,则须提出与客户确认板厚事宜。 3) 若客户不同意建议事宜,则须需召开APQP会议讨论。 4.2 迭板之组合: 4.2.1 单层迭板单一种Prepreg组合限制(不与其它种Prepreg混用)其正常组合如下: 4.2.1.1 与Prepreg接触之thin core铜厚≤10Z:
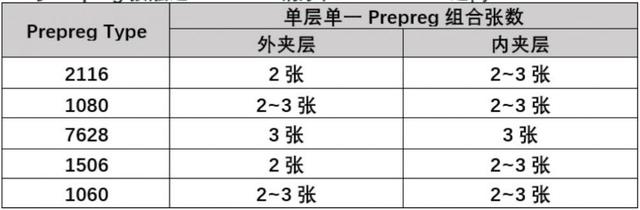
注:如因客户需求内夹层必须使用到1080单张时需通知制工人员商讨。 1) 7628(RC 43%)为low Resin Prepreg,只能接触铜皮≤0.5 Oz,会有SurfaceRoughness之顾虑,如接触之铜皮为1.0 Oz,可使用2~3张,其它种Prepreg属High Resin,无需考虑接触之铜皮。 2) 1080或1078(RC 61%)总树脂量较少,当接触铜厚=0.5~1.0mil时,其残铜率必须 大于50%方可使用;当接触铜厚=1.0~1.4mil时,其残铜率必须大于70%方可使用;当接触铜厚=1.4~1.8mil时,其残铜率必须大于80%方可使用;否则必须换更高胶含量型号PP。 3) 无卤素及HITG料号108061%PP设计原则: 内层面铜为电镀铜或10Z铜厚的无卤素及HITG料号不允许使用单张胶含量为108061%的PP或低于108061%含胶量及规格的PP设计。 4.2.1.2 与Prepreg接触之thin core 铜厚在1.0~2.00Z之间:
1) 若1.0~2.00Z铜膜较厚,使用单张Prepreg会有树脂填充不足之顾虑,不要使用单张。 2) 7628(RC43%)属low Resin P/P,不要填充≥1.5mil铜膜之板子。 4.2.2 PP厚度计算: 1) 通过以上板厚设计及迭板组合设计后,必须Review 所有多层板次外层介层厚度,且理论计算厚度不可小于该叠构PP类型。 2) PP参考厚度表:
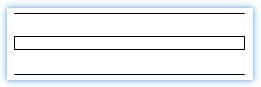
3) 计算后的压合厚度若等于或大于以上表中"参考厚度"值则可依正常系统设计作业。 4) 计算后的压合厚度若介于以上表中“纤维厚度"值与“参考厚度"值之间时,且因设计需要必须制作时需召开APQP会议讨论。 5) 计算后的压合厚度若小于以上表中“纤维厚度"值则绝不可以设计制作。 6) 若二压板次外层使用1080 61%,通过计算后之介层厚为2.3mil,对应PP各类型参考厚度表为2.4mil,则此迭构不符合设计需求,须更换含胶量较高的或其它型号PP。 4.2.3 Prepreg混合使用限制: 4.2.3.1 Prepreg混合使用,张数最多4张。 4.2.3.2 Prepreg混合使用,如为三张结构,须至少含有1张7628或一张1080。4.2.3.3叠板之原则,须以“对称方式"及“经对经"、“纬对纬"之组合方式为先。 4.2.3.4 内层铜膜为1.5Oz或2.0 Oz,接触铜膜之Prepreg禁止使用7628(RC 43%),应将High Resin content Prepreg 叠入内侧,否则应将low Resin content 之 Prepreg迭于外侧。 1) High Resin content:1080,2116,1506,7628(RC 48%),7628(RC 50%)。 2) Low Resin content:7628(RC 43%) 。 4.2.3.5 接触外层铜皮之Prepreg,禁止使用7628(RC 43%) (有 Surface Roughness 之 顾虑),应将 High Resin content Prepreg 置于外侧接触铜皮。 4.2.3.6 两张High R/C 一张Low R/C之LAY-Up 为:
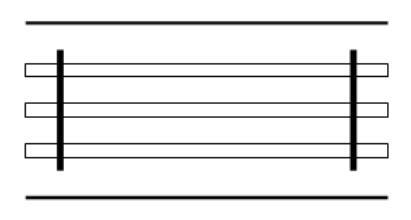
4.2.3.7 两张Low R/C 一张High R/C之组合方式:
4.2.4 单张Prepreg,限制在1.0 Oz铜膜(含)以下,且非军方板。 4.2.5 单一介电层厚度使用3张Prepreg,仍无法达到所需厚度,则需加”无铜箔内层板”来作业,以增加厚度,其压板作业方式视同六层以上料号(实际为4LAYER板,俗称假6LAYER)。 4.2.6 无铜箔基板PIN孔大小设计为3.4mm,铆钉孔大小设计为4.0mm 4.2.7 在使用内夹层Prepreg,所接触两边thin core铜厚不同时,使用Prepreg须以较厚铜膜考虑。 4.3 上Eyelet时机:4.3.1 上 Eyelet时机: 1) 五层板以上作业,一律需上Eyelet。 2) 四层板若加空core时,需视同五层板以上之作业方式。
4.4 埋孔板压合PP填胶之设计: 4.4.1 使用压合PP胶进行填胶的板子厚度需<16mil。 4.4.2 当孔密集度每3inch*5inch小于5000个孔,且孔径小于0.35mm使用PP填胶方式制作。 4.5 压合非铆合板1/3oZ铜箔设计原则: 4.5.1 适用类型:压合非铆合板1/2oZ铜箔压合后需减铜料号。 4.5.2 STRIP 折断边四边均有封闭型铜条设计的料号:直接以1/30Z铜箔设计制作,取消减铜流程;空旷区朝同一方向排版以便压合预叠或叠板正反排版作业。 4.5.3 STRIP 折断边四边无封闭型铜条之料号:需满足以下条件则以1/30Z铜箔设计制作并取消减铜流程: 1) 单PCS残铜率大于或等于75%。 2) 单PcS 空旷区小于500*500(mil)。 4.6 无铅喷锡流程料号材料选用原则:必须选用HI-TG及TG150加 Filler材料制作。 |