焊接符号与识图的基本知识
|
焊缝的基本搭接形式: 一、对接:
二、搭接:
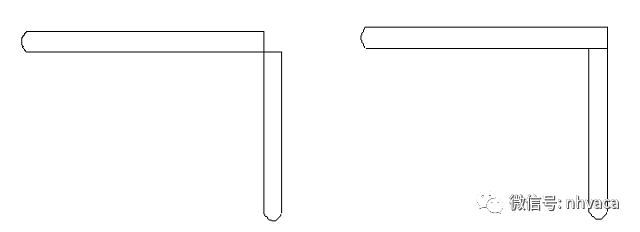
三、直角接:
四、T形接头:
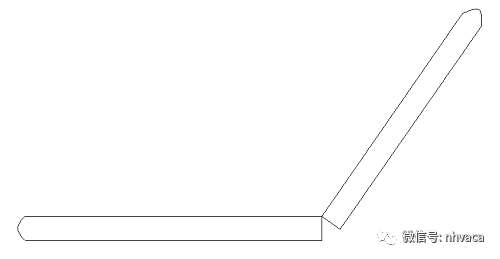
五、斜角接:
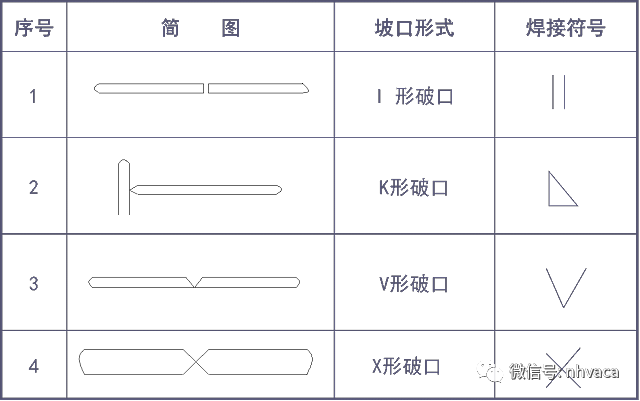
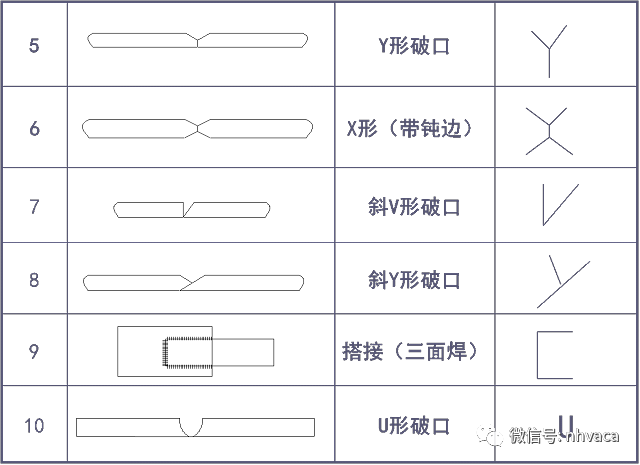
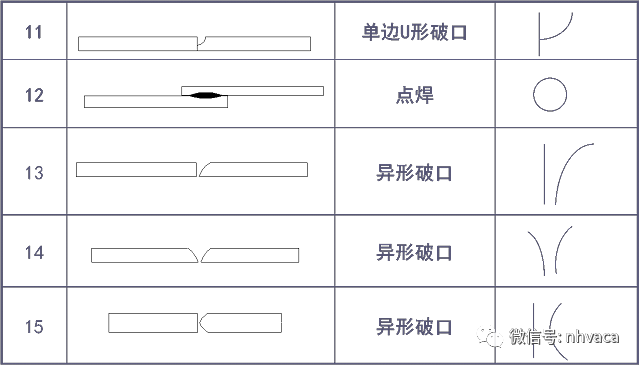
焊缝的基本破口形状:
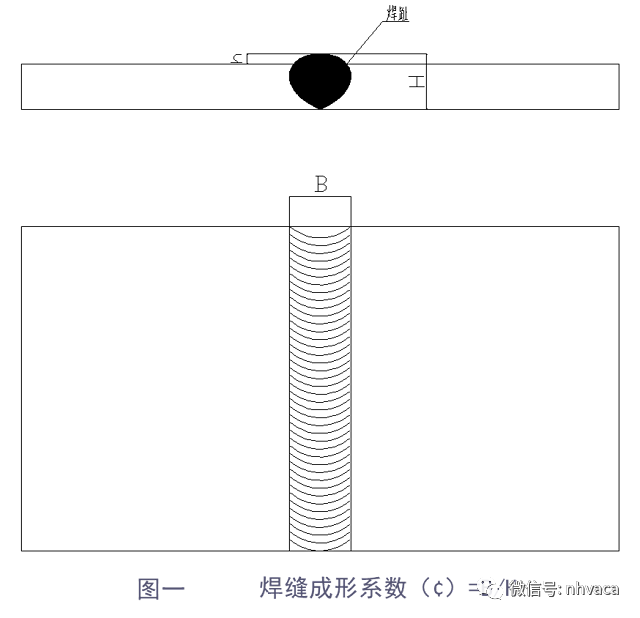
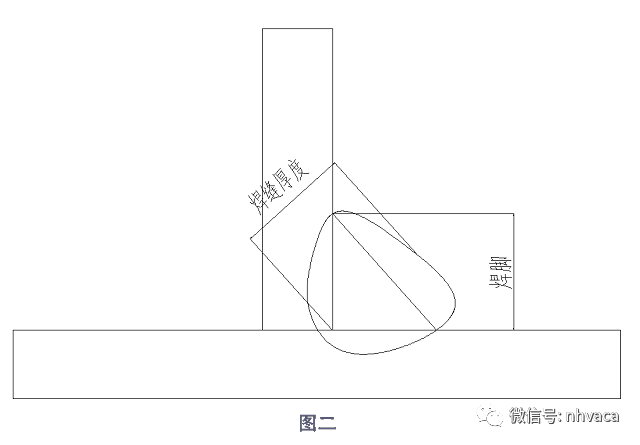
焊缝的基本尺寸及相关概念: 焊趾:焊缝表面与母材的交接处。 焊缝宽度(B):焊缝表面两焊趾之间的距离。 焊缝厚度:在焊缝横截面中,从焊缝正面到焊缝背面之间的距离。 焊脚尺寸:在角焊缝的横截面中画出的最大的等腰直角三角形中直角边的长度。 焊脚:在脚焊缝的横截面中,从一个直角面上的焊趾到另一个直角面表面的最小距离。 熔深:在焊接接头的横截面上,母材或前道焊缝熔化的深度; 焊缝成形系数:熔焊时,在单道缝横截面上焊缝宽度B与焊缝计算深度H的比值; 余高:超出母材表面连线上面的那部分焊缝金属的最大高度; 焊根:焊缝背面与母材的交接处; 弧坑:弧焊时,由于断弧或收弧不当,在焊道末端形成的低洼部分; 熔池:熔焊时,在焊接热源作用下,焊件上所形成的具有一定几何形状的液态金属部分。
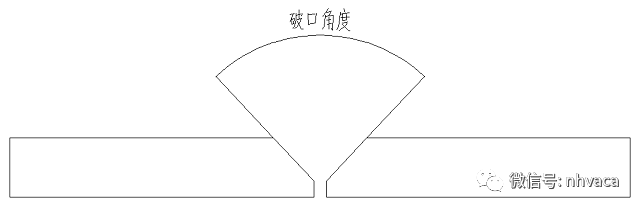
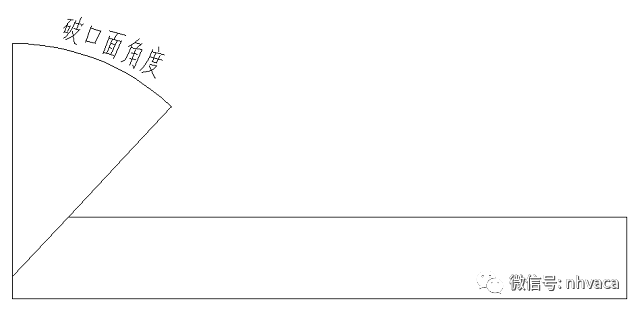
破口角度:两破口之间的夹角;
破口面角度:待加工破口的端面与破口面之间的夹角;
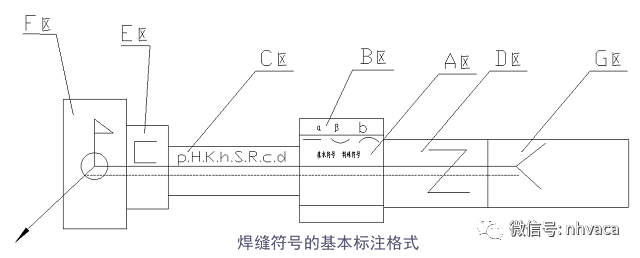
焊接符号: 一、焊接符号定义:是指在图样上标注焊接方法、焊缝形式和焊缝尺寸等技术内容的符号; 二、焊接符号的组成: (一)焊缝符号: 1.基本符号:表示焊缝横断面形状的符号。 2.辅助符号:表示焊缝表面形状的符号。 3.补充符号:为了补充说明焊缝的某些特征而采用的符号。 (二)指引线:由箭头线和基准线组成。 (三)焊缝尺寸符号:表示焊缝形状尺寸的符号。 三、焊缝符号在图样上的标准位置说明: 在标准中对焊缝符号、尺寸符号和尺寸数值在指引线上的标注位置有明确的规定,绘制焊接图时必须严格遵守。 将符号和数值相对基准线的标注位置分为A~G七个区。各区相对基准线的位置固定,不论标注的箭头线方向如何变化,它们相对基准线的位置不会改变。
A区:属主要功能区:标注基本符号、特殊符号、补充符号中的垫板符号,辅助符号中的平面、凸面、凹面符号; B区:属补充功能区:布置在A区的上方或下方,标注焊缝尺寸中的坡口角度α,坡口面角度β和根部间隙b; C区:在基本符号的左侧,标注焊缝横截面上的尺寸符号和数值,如钝边p、坡口深度H、焊角尺寸K、余高h、焊缝有效厚度S、根部半径R、焊缝宽度C和熔核直径d; D区:在基本符号的右侧,标注交错焊缝符号,标注焊缝的纵向(长度方向)尺寸数值,如焊缝段数n值、焊缝长度l值和焊缝间距e值; E区:标注补充符号中的三面焊缝符号; F区:标注补充符号中的现场焊缝符号和周围焊缝符号; G区:标注补充符号中的尾部符号,在尾部符号后标注相同焊缝条数N值,焊接方法代号、焊缝质量和检测要求。 四、常用焊接方法在图样的表示代号:
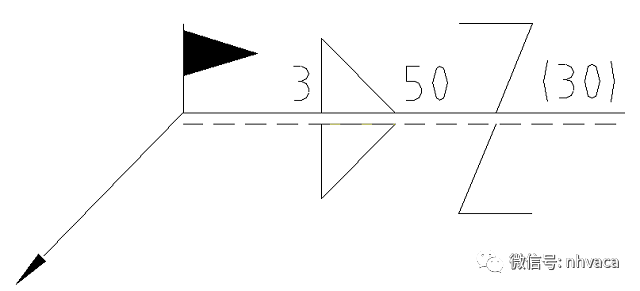
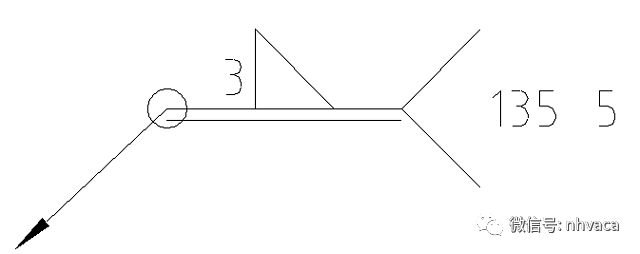
举例: 例1:
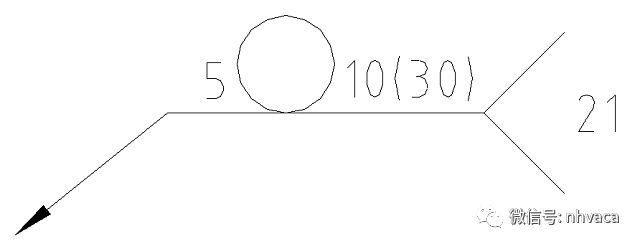
表示:焊高3,交错焊接,焊缝长50,间隔30,现场配焊。 例2:
表示:焊点直径5,焊点数量10,间隔30。 例3:
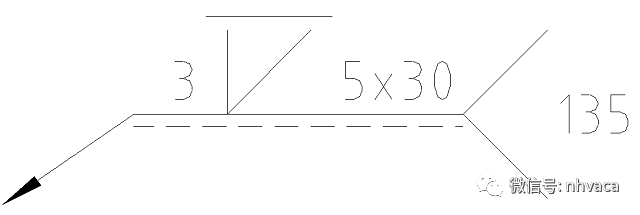
表示:焊高为3,周围满焊,采用CO2气体保护焊进行接,共有5处。 例4:
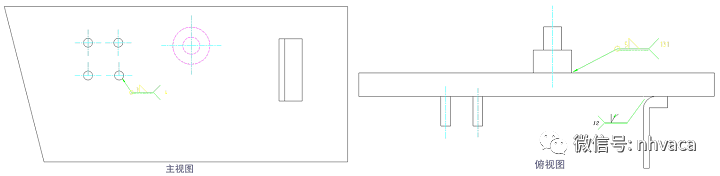
表示:焊高为3,斜V形坡口,焊缝表面磨平,焊缝长30,共5段,采用CO2气体保护焊进行焊接。 焊接识图的基本知识: 一、图纸的基本结构: 1、主视图:眼睛平视所看到的图形; 2、俯视图:眼睛垂直向下看到的图形; 3、左视图:眼睛从视图的左侧看到的图形; 4、剖视图:从视图中某个剖面剖开所看到的视图; 5、向视图:从视图中的某个方向所看到的视图。 举例:
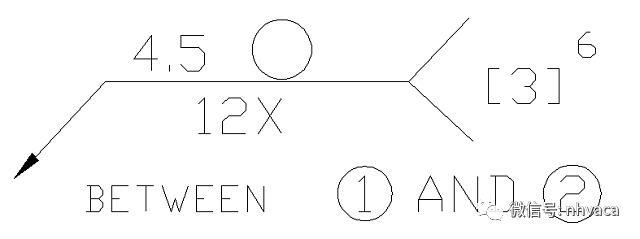
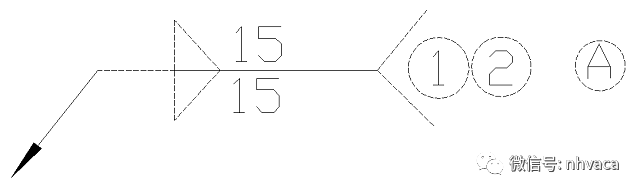
二、绘图的基本线型: 粗实线:表示能看见的外轮廓线; 细实线:表示能看见的内部线型 ,线宽是粗实线的1/3; 点划线:表示某种图形的中心线; 虚线:表示在某个方向无法看到的线型; 双点划线:是一种辅助线; 欧美和日本焊接符号的简单介绍: 一、欧美焊接符号举例: 例1:
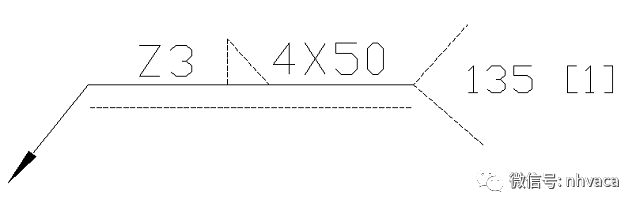
焊接符号表示的意义: 4.5-表示焊点直径; [3]-根据图示说明,表示此项为CC或SC项; 6-表示这是第六处CC或SC 项; BETWEEN ①AND ②-表示①件和②件两点之间的焊点; 12X-表示这两个之间的点焊数量为12个。 例2:
焊接符号表示的意义: Z3-表示焊角高度为3mm; 4X50-表示有4段焊缝,每段长度为50mm; 135-焊接方法(熔化极非惰性气体保护焊); [1]-根据图纸技术要求,表示此项为CC或SC项。 二、日本焊接符号举例:
焊接符号表示的意义: A-根据图示要求,表示关键和重要特性。 焊接工艺参数的基本介绍: 一、焊接电流(Ⅰ) 在焊接过程中,焊接设备电流表上的读数。电流值是在施焊过程中,在某一范围内波动。它波动越小,电流值越稳定,焊接的效果越好。 电流单位:安培(A) 注意:(电阻焊)点凸焊设备上电流读数X100后才是实际的焊接电流。 二、焊接电压(U): 在焊接过程中,电压表上的读数。 焊接是采用大电流、小电压的过程,在采用CO2气体保护焊时,电压值基本上不会变化,变化很小,因为采用的平特性电源进行焊接。 单位:伏特(V) 三、气体流量:在焊接过程中,气体流量计上的读数。 表示焊接时,保护气体的流速,每分钟气体从工作站流入焊枪的体积数。 单位:L/min;L-体积单位:升;Min-时间单位:分钟。 四、焊接速度(V): 表示焊接时,每分钟所焊焊缝的长度。是焊接快慢程度的体现。 单位:cm/min,每分钟多少厘米。 五、送丝速度: 表示焊接时,每分种焊丝的熔化速度,是焊丝熔化快慢程度的体现。(电流越大,送丝速度越快) 单位:cm/min,每分钟多少厘米。 六、气压(P):在点凸焊时,气压表上的读数。 单位:兆帕(MPa)。 七、时间周波:每周波是0.02秒。是点凸焊工艺的重要参数。 |