粉末冶金齿轮技术在电机制造行业概况
|
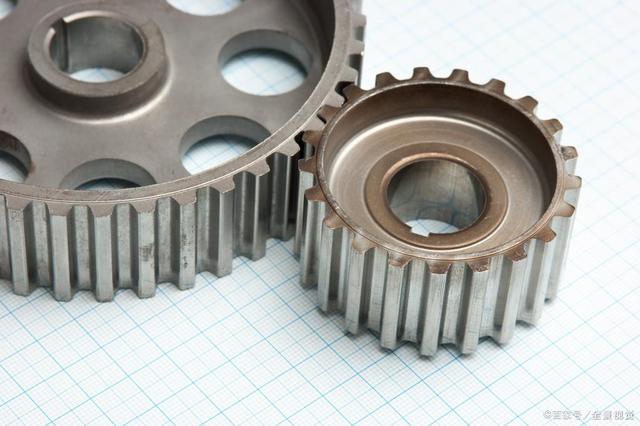
粉末冶金技术制造具有优良疲劳性能和尺寸精度的齿轮以满足电机制造行业的严格要求的潜力,粉末冶金部件由于其成本效益、重量和节能等优点,在汽车传动和变速器中广泛应用。尽管过去在其他汽车传动应用领域取得了成功,粉末冶金技术尚未渗透到汽车动力传动系统齿轮市场,齿轮的传统加工似乎是一个复杂而昂贵的过程。
什么是粉末冶金? 粉末冶金是一种成型金属零件的工艺。这个过程有三个步骤: 混合金属粉末将粉末压制成所需形状在受控条件下加热压实形状最终的结果是一个金属零件,几乎与所需的形状相同,需要很少或没有机器精加工,这取决于所需的精度水平。 粉末零件的优缺点 粉末金属齿轮比传统齿轮材料更受欢迎的主要原因是成本,在大量生产中,用粉末金属制造齿轮比用铁或钢制造齿轮便宜。在制造过程中使用的能源较少,而且材料浪费也很少。考虑到许多粉末金属零件不需要太多(如果有的话)机械精加工,制造成本通常也较低。 使粉末金属具有吸引力的其他特征与其材料结构有关,粉末金属齿轮的多孔成分,它们重量轻,通常运行安静。此外,粉末材料可以独特的混合,产生独特的特性,对于齿轮,这包括用油浸渍多孔材料的机会,从而产生自润滑齿轮。
粉末金属齿轮也有一些缺点,其中最重要的一点是,粉末金属的强度不如其他材料,而且磨损速度也比其他材料快。当使用粉末金属材料来保持齿轮的可制造性和有效性时,也存在尺寸限制。以低到中等规模的生产量生产粉末金属齿轮通常也不具有成本效益。 粉末冶金技术的挑战 如今的现实是,齿轮的设计和制造仍然是OEM的核心竞争力,粉末冶金行业一直无法说服汽车传动系统OEM,生产出与加工齿轮的性能和尺寸精度相匹配的零件。由于许多传动齿轮具有螺旋角大于30度的螺旋齿形,与现有的锻钢毛坯滚切相比,以具有成本竞争力的方式制造这些部件对粉末冶金行业来说是一个挑战。通常,高螺旋角对压实造成了挑战,因为几何结构导致了与传统加工不同的荷载,从而限制了高密度下实现扭矩要求,并增加了过早损坏的风险。粉末冶金零件生产商、工装制造商和压力机制造商的共同努力,使螺旋压实技术取得了重大进展。这项技术虽然在本质上很昂贵,而且仅限于少数公司,但可用于粉末冶金行业。如今,使用传统的低合金钢粉末,可以在接近7.2g/cm3的最大密度下压缩33°螺旋角的斜齿轮。
对于粉末冶金来说,寻求能够在高扭矩承载应用中取代传统钢的高强度粉末冶金部件是一个永恒的挑战。除了压制的复杂性和实现高密度的困难外,粉末冶金齿轮毛坯还需要深层的表面致密化,以使沿齿根圆角和主动齿表面的强度最大化。 表面致密化显示出粉末冶金零件性能的显著改善,为粉末冶金工业开辟了新的可能性。粉末冶金工业已经开发出各种方法来对零件的临界表面进行局部致密化工艺。所有已知的致密化方法都有一个共同点,即在需要致密化的区域内,将多余材料给成型零件塑性变形提供条件。 结论 采用粉末冶金工艺制造的齿轮与传统的加工工艺相比,在形状复杂度和生产率方面具有固有的优势,这一优势最终转化成类似应用的粉末冶金齿轮的成本竞争力,表面致密的粉末冶金齿轮比拉刀或滚刀实心钢齿轮具有更好的表面光洁度。改进后的表面光洁度对于不需要热处理及磨削具有经济吸引力,这对粉末冶金应用来说是一个明显的优势。 |