光滑极限塞规的概述
|
泰勒公式得名于英国数学家布鲁克·泰勒,是一个用函数在某点的信息描述其附近取值的公式,应用于数学、物理领域。函数局部单调有界准则,单调增加(减少)有上(下)界的数列必定收敛。根据泰勒公式极限理论收敛性和有界的准则的数学理论基础,人们在制造和检测领域发现并验证了光滑极限塞规的有效和可操作性。
塞规不仅可以用于检查孔的极限尺寸,还延伸可作检查两孔距,通止规及测量孔的深度,是孔的标准化检测的必备检具。广泛用于电子板、线路板、模具、精密机械制造等各种高精尖技术的领域。以价格低廉、操作简单、测量纬度广、便于维护活跃在测量界,有着不可替代的地位。 塞规的材料一般为白钢,钨钢,陶瓷,轴承钢或者其他高硬度的材料,以钨钢为最佳。最常用为硬质合金以工具钢和GCr15,硬度要求高于HRC60。塞规的后处理必须进行淬火和低温回火,来减少淬火变形和机械应力。同时,要在120~150℃保持24~36小时,在不影响硬度的境况下,增加塞规耐磨性,保持尺寸的稳定性。塞规光洁度要求<0.2m0.2m,热处理淬火60~63HRC,产品精度一般分为: 0.001mm, 0.002mm, 0.005mm,测量间距:0.01mm; 0.02mm;0.025mm;0.05mm,测量范围为:0.10mm~30.00mm。超过30mm的孔,最好采用机械式和光学或者其他精密的仪器。
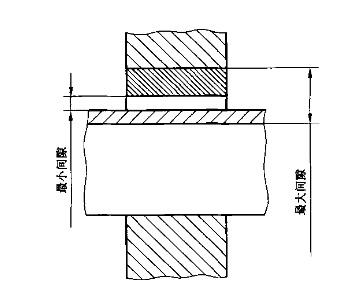
国家标准GB/T1957-2006对光滑极限塞规的定义:具有孔或轴的最大极限尺寸和最小极限尺寸为公称尺寸的标准测量面(测头),能反映控制被检孔或轴边界条件的无刻线长度测量器具。适用于测量面为内外圆柱,平面及不规则弧面的的孔径的极限检测。 光滑极限塞规主要用于圆柱面或平行面的局部尺寸,即对应提取表面或两点之间的极限距离。极限一般分为上极限和下极限。上极限是尺寸要素允许的最大尺寸;反之,允许的最小尺寸为下极限。光滑极限在测量之中面对的是配合间隙,即孔的最小间隙和最大间隙,孔的下极限尺寸与轴的上极限尺寸之差。
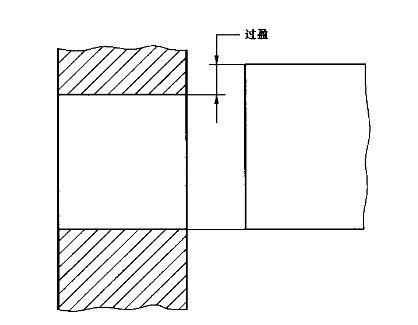
由于孔和轴组成的配合公差在同一基轴(孔)制配合,表示空或轴之间的公差等级不同。光滑极限塞规在使用的过程中由于塞规和孔配合公差出现,它是允许间隙或过盈的变动量。通俗点讲,测量的对象可能材质的差异,例如金属材质的轴和塑胶材质的孔配合时,要以轴作为基轴制配合,轴的上极限尺寸与公称尺寸相等,轴的上极限偏差为零的一种配合机制。采用塞规测量孔时,可以根据相应的公差和配合要求情况,由测量人员来判断用力的大小。如果孔的公差要求过小及过盈配合,测量孔时不能施加力,采用全通全止的规则;反之,则可以适当可以施加一定的外力。轴和孔为过渡配合时,一般情况下采用全通全止的规则。
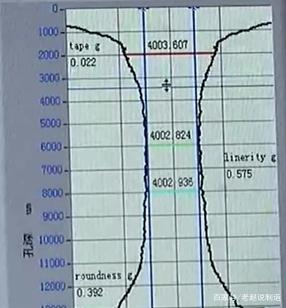
不同材料的在加工的过程中,材料的硬度,黏度也会导致孔的形状会有不同的结构,孔的加工工艺,后处理工序也会影响孔的结构形态。内孔表面是组成机械零件的重要表面之一,孔径及粗糙度及形状都有一定要求,同时,对垂直度、粗糙度也有要求。下图为常见孔的形状,塞规仅能测量极限尺寸,对孔的形状不能测量,形状的测量则需要借助其他光学或接触式测量仪器。
测量之前,剔除与外观标准不符的样件。在光线条件良好的情况下进行测量,与眼睛约25厘米处进行检测零件的外观检查,注意视差。同时清除测量孔端的污渍, 碎屑或毛刺等,塞规保持清洁,无污锈损伤。若被测样件有密封孔时,有需要时可以开空排气。请不要再测量面倾斜的状态下测量,使用一定的力量竖直拿起塞规,另一只手拿起被测样件,被测样件孔对准塞规,顺着孔的轴线插进拔出。使用后,确保塞规没有损伤并将整体清洁干净,在附有水溶性切削油等场所使用时。清洁后,请务必进行防锈处理,不能在高温高湿、多尘埃及多油污的场所存放。 |