风力发电机组的维护,看这一篇就够了
维护工作的主要内容
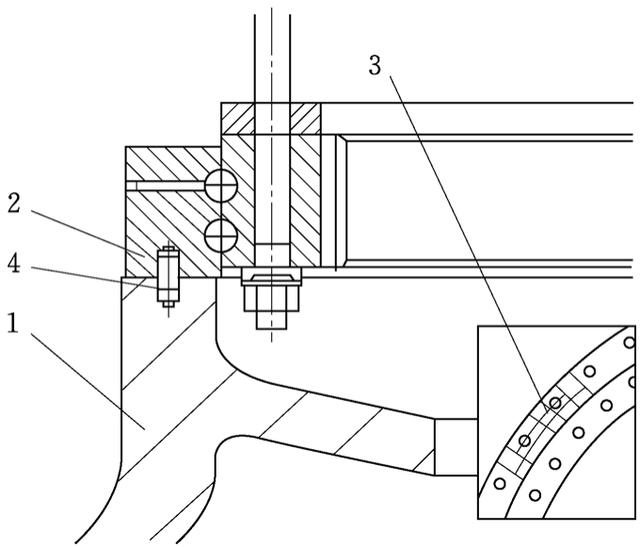
运行 风力发电机组的控制系统是采用工业微处理器进行控制,一般都由多个CPU并列运行,其自身的抗干扰能力强,并且通过通信线路与计算机相连,可进行远程控制,大大降低了运行的工作量。风电机组的运行工作就是进行远程故障排除、运行数据统计分析及故障原因分析。 1.远程故障排除 风电机组的大部分故障都可以进行远程复位控制和自动复位控制。风电机组的运行和电网质量息息相关,为了进行双向保护,风机设置了多重故障保护,如电网电压高、低,电网频率高、低等,这些故障是可自动复位的。由于风能的不可控制性,所以过风速的极限值也可自动复位,另外温度的限定值也可自动复位,如发电机温度过高,齿轮箱温度过高、过低,环境温度过低等。风电机组的过负荷故障也是可自动复位的。 除了自动复位的故障以外,引起远程复位控制故障的原因有以下几种: (1)风机控制器误报故障。 (2)各检测传感器误动作。 (3)控制器认为风机运行不可靠。 2.运行数据统计分析 对风电场设备在运行中发生的情况进行详细的统计分析是风电场管理的一项重要内容 。通过对运行数据的统计分析,可对运行维护工作进行考核量化,也可为风电场的设计、风资源的评估、设备选型提供有效的理论依据。 每个月的发电量统计报表,是运行工作的重要内容之一,其真实可靠性直接和经济效益挂钩。主要内容有:风机的月发电量、厂用电量、风机的设备正常工作时间、故障时间、标准利用小时、电网停电、故障时间等。风机的功率曲线数据统计与分析,可对风机在提高出力和风能利用率上提供实践依据。通过对风况数据的统计和分析,可以了解风机随季节变化的出力规律,制定合理的定期维护工作时间表,以减少风资源的浪费。 3.故障原因分析 通过对风机各种故障进行深入的分析,可以减少排除故障的时间或防止多发性故障的发生次数,减少停机时间,提高设备完好率和可利用率。 维护 风力发电机是集电气、机械、控制、电力电子、流体力学、材料力学、气象学、空气动力学等各学科于一体的综合产品,各部分紧密联系,息息相关。风电机组维护的质量直接影响到发电量的多少和经济效益的高低;风力机本身性能也要通过维护检修来保持,维护工作及时有效可以发现故障隐患,减少故障的发生,提高风机效率。 风机维护可分为定期检修和日常排故维护两种方式。 1.风机的定期检修维护 定期的维护保养可以使设备保持最佳状态,并延长风机的使用寿命。定期检修维护工作的主要内容有:风机连接件之间的螺栓力矩检查(包括电气连接),各传动部件之间的润滑和各项功能测试。 风机在正常运行时,各连接部件的螺栓长期运行在各种振动的合力当中,极易松动,为了不使其在松动后导致局部螺栓受力不均被剪切,必须定期对其进行螺栓力矩的检查。在环境温度低于-5℃时,应使其力矩下降到额定力矩的80%进行紧固,并在温度高于-5℃后进行复查。一般对螺栓的紧固检查都安排在无风或风小的夏季,以避开风机的高出力季节。 风机的润滑系统主要有稀油润滑(或称矿物油润滑)和干油润滑(或称润滑脂润滑)两种方式。风机的齿轮箱和偏航减速齿轮箱采用的是稀油润滑方式,其维护方法是补加和采样化验,若化验结果表明该润滑油已无法再使用,则进行更换。干油润滑部件有发电机轴承,偏航轴承,偏航齿等。这些部件由于运行温度较高,极易变质,导致轴承磨损。定期维护时,必须每次都对其进行补加。另外,发电机轴承的补加剂量一定要按要求数量加入,不可过多,防止过多挤入电机绕组,使电机烧坏。 定期维护的功能测试主要有过速测试、紧急停机测试、液压系统各元件定值测试、振动开关测试、扭缆开关测试等。还可以对控制器的极限定值进行一些常规测试。定期维护除以上三大项以外,还要检查液压油位,各传感器有无损坏,传感器的电源是否可靠工作,闸片及闸盘的磨损情况等方面。 2.日常排故维护 风机在运行中,也会出现一些故障需要工作人员必须到现场去处理,这样就可同时进行常规维护。首先要仔细观察风机内的安全平台和梯子是否牢固,有无连接螺栓松动,控制柜内有无焦味,电缆线有无位移,夹板是否松动,扭缆传感器拉环是否磨损破裂,偏航齿的润滑是否干枯变质,偏航齿轮箱、液压油及齿轮箱油位是否正常,液压站的表计压力是否正常,转动部件与旋转部件之间有无磨损,看各油管接头有无渗漏,齿轮油及液压油的滤清器的指示是否在正常位置等。其次是听,听一下控制柜里是否有放电的声音,有声音就可能是有接线端子松动,或接触不良,须仔细检查,听偏航时的声音是否正常,有无干磨的声响,听发电机轴承有无异响,听齿轮箱有无异响,听闸盘与闸垫之间有无异响,听叶片的切风声音是否正常。最后,清理干净工作现场,并将液压站各元件及管接头擦净,以便于今后观察有无泄漏。 虽然上述的常规维护项目并不一定很完全,但是只要每次都能做到认真、仔细,一定能防止出现故障隐患,提高设备的完好率和可利用率。要想运行维护好风力发电机组,在平时还要对风机相关理论知识进行深入地研究和学习,认真做好各种维护记录并存档,对库存的备件进行定时清点,对各类风机的多发性故障进行深入细致分析,并力求对其做出有效预防。只有防患于未然,才是我们运行维护的最高境界。 机组各部件的维护工作1.叶片检查与维护 (1)裂纹检查。检查叶片是否有裂纹,如有裂纹应作如下记录:机组号、叶片号、叶片角度、长度、方向及可能的原因。在裂纹末端做标记并进行拍照记录,在下一次检查中必须检查此裂纹,如果裂纹未发展,就无须更深一步检查。 如果在叶片根部或叶片承载部分找到裂纹或裂缝,机组必须停机。 (2)裂纹修补。裂纹发展至增强玻璃纤维处,必须修补。 如果环境温度在10℃以上时,叶片修补在现场进行,否则修补工作延迟直到温度回升到10℃以上。当叶片修补完成且修补部分完全固化后,风力发电机组方可运行。 (3)表面检查。 1)检查叶片表面是否有损伤等现象,特别注意在最大弦长位置附近处的后缘。 2)检查叶片法兰盘与叶片壳体间密封是否完好。 3)检查叶片表面是否有腐蚀现象。 (4)叶片噪声检查。叶片的异常噪声通常是由于表面不平整或叶片边缘不平滑造成,也可能由于叶片内部存在脱落物。查找叶片噪声来源,并进行处理。 (5)检查雷电保护系统。 1)检查雷电保护系统线路是否完好。 2)检查叶片是否存在雷击损伤,雷击后的叶片可能存在如下现象: ①在叶尖附近防雷接收器处可能产生小面积的损伤; ②叶片表面有火烧黑的痕迹,远距离看像油脂或油污点; ③叶尖或边缘裂开; ④在叶片表面有纵向裂纹; ⑤在外壳中间裂开; ⑥在叶片缓慢旋转时,叶片发出咔嗒声。 (6)叶片排水孔检查。检查叶片排水孔是否堵塞,如有堵塞需要进行清理。 (7)叶片根部盖板检查。检查叶片根部盖板是否安装牢固。 (8)叶片螺栓的维护和检查。以规定力矩检查叶片安装螺栓。 2.变桨轴承检查与维护 在轮毂内工作时工作区域狭小,要注意人身及设备安全。 (1)防腐检查。检查变桨轴承表面的防腐涂层是否有脱落现象。 (2)检查变桨轴承表面清洁度。检查变桨轴承表面是否有油污或其他污染物,并清理干净。 (3)变桨轴承密封检查。检查变桨轴承(内圈、外圈)密封是否完好 (4)检查变桨大齿圈齿面。检查齿面是否有点蚀、断齿、腐蚀等现象,润滑剂是否涂抹均匀。 (5)检查变桨轴承噪声。检查变桨轴承是否有噪声。如果有噪声,查找噪声的来源。 (6)变桨轴承与轮毂连接螺栓的检查。以规定的力矩检查变桨轴承与轮毂安装螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。变桨轴承与轮毂连接螺栓分别如图11-1、图11-2所示。
1—轮毂;2—变桨轴承;3—雷电保护爪;4—定位销(B 20X40)
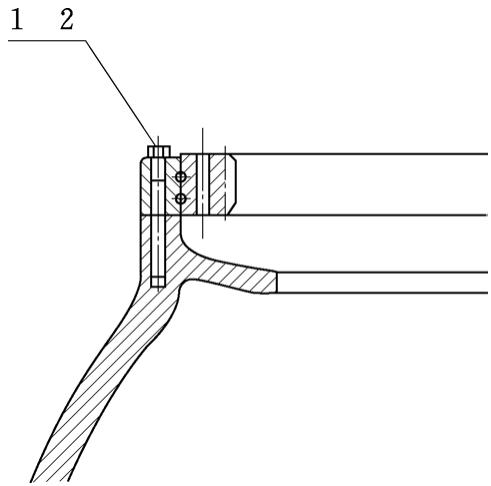
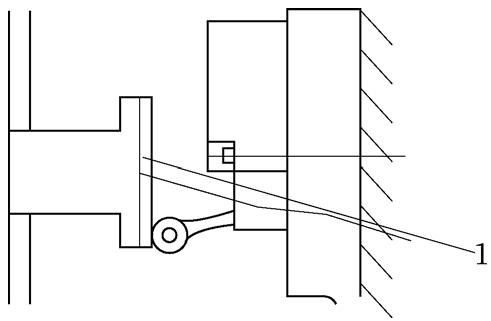
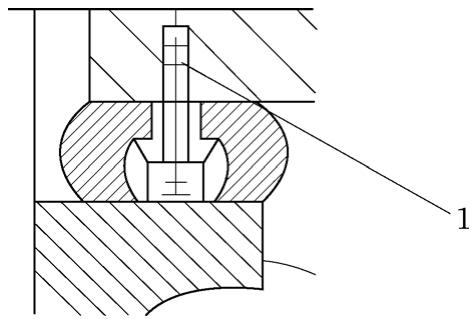
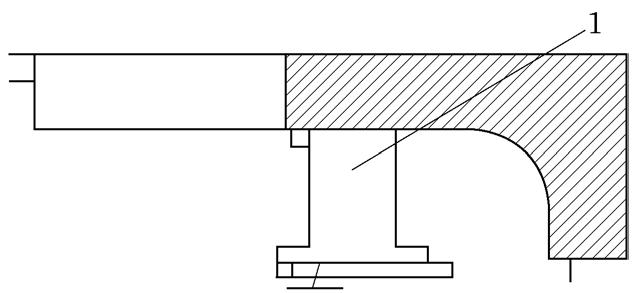
1—垫圈(30);2—螺栓(M30×290 (7)缓冲撞块用螺栓的检查。如图11-3所示,检查内六角螺栓1(M10×35,8.8级)是否松动。 (8)极限工作位置撞块用螺栓的检查。如图11-4所示,检查螺栓1(M8×25,8.8级)是否松动。
(9)顺桨接近开关感应片用螺栓的检查。如图11-5所示,检查螺栓1(M8×25,8.8级)是否松动。
(10)变桨轴承润滑的检查。 1)清理干净加油嘴。 2)在加注润滑脂过程中必须旋转轴承。 3)加注润滑脂工作完成后应立即清理干净泄漏的润滑脂。 4)润滑脂型号及用量。 (11)变桨电机检查。 1)变桨电机表面的防腐涂层是否有脱落现象。 2)检查变桨电机表面是否有污物。 3)检查变桨电机接线情况,如果松动,关闭电源后再紧固接线。 (12)变桨减速箱与变桨小齿轮检查。 1)检查变桨减速箱表面的防腐涂层是否有脱落现象。 2)检查变桨减速箱表面,并清理干净。 3)检查变桨减速箱润滑油油位是否正常。 在加油或检查油位过程中减速箱必须与水平面垂直。 如果存在不正常情况,检查变桨减速箱是否漏油,修复工作和加油工作完成后,将减速箱清理干净。 4)检查变桨减速箱是否存在噪声。 5)检查变桨小齿轮与变桨齿圈的啮合间隙,正常啮合间隙0.2~0.5mm。 6)检查小齿轮表面是否严重锈蚀或磨损,齿面出现点蚀裂纹等时应及时更换或采取补救措施。 (13)变桨减速箱螺栓检查。以规定的力矩检查变桨减速箱与轮毂连接螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (14)变桨控制柜检查维护。 1)外观是否清洁。 2)接线是否牢固。 3)文字标注是否清楚。 4)电缆标注是否清楚。 5)电缆是否有损坏。 6)屏蔽层与地线之间连接是否完好。 (15)变桨控制柜螺栓紧固检查。 1)检查控制柜安装螺栓是否松动。 2)检查每个电气元件的连接情况,各接线端子的连接情况。 (16)检查限位开关及限位开关安装螺栓。 1)检查限位开关是否完好。 2)检查限位开关安装螺栓紧固情况。 3.轮毂与滑环 (1)轮毂外表检查与维护。 1)检查轮毂表面的防腐涂层是否有脱落现象。 2)检查轮毂表面清洁度。 3)检查轮毂表面是否有裂纹。 (2)轮毂与齿轮箱连接螺栓紧固检查。以规定的力矩检查轮毂与齿轮箱连接螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (3)滑环表面检查。检查滑环表面是否清洁,是否存在防腐层脱落。 (4)检查滑环接线。检查滑环接线是否松动,滑环线是否绑扎牢固。 (5)检查滑环安装位置。 1)检查滑环支撑杆是否晃动。 2)检查滑环安装螺栓是否松动。 3)检查滑环支撑杆与横向吊杆安装角度是否垂直。 (6)检查横向吊杆是否转动灵活。 4.齿轮箱的维护 (1)齿轮箱外表检查与维护。 1)检查齿轮箱表面的防腐涂层是否有脱落现象。 2)检查齿轮箱表面清洁度。 3)检查齿轮箱输入端、输出端、各管接口等部位是否有漏油、渗油现象。 (2)夹紧法兰固定到主机架上的螺栓的检查。以规定的力矩检查用于将夹紧法兰固定到主机架上的螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (3)将楔块固定到加紧法兰上的螺栓的检查。以规定的力矩检查用于将楔块固定到加紧法兰上的螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (4)将楔块安装到主机架上的螺栓的检查。以规定的力矩检查用于将楔块安装到主机架上的螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (5)固定避雷板的螺栓的检查。检查固定避雷板的螺栓是否松动,共三个避雷板。 (6)紧固转子锁装置的检查。 1)对于齿轮箱,检查紧固转子锁装置把手螺栓及转子锁装置挡板螺栓是否松动。 2)对于卓轮齿轮箱,检查转子锁挡板螺栓是否松动。 3)检查锁销是否能够在孔中往复运动,以锁定转子。 (7)检查润滑油油位。检查油位前应先将机组停机等待一段时间(时间≥20min),等油温降下来(油温≤50℃)以后,再检查油位。静止状态下油位计中正常油位位于油位计的1/3~2/3处,观察孔中油位水平线与观察孔底部相切。 (8)齿轮箱油样采集。 1)机组停止运行后等待5~10min。 2)关闭油冷却泵高、低速断路器,取油样时油温应保持在40℃~50℃之间。 3)打开齿轮箱检查孔端盖。 4)用吸油泵吸取200mL油样存入取样瓶,注意一定保证油管、取样瓶的清洁,如重复利用,必须用准备取样的齿轮油冲洗。 5)对取样瓶标记如下信息:风场名称、机组编号、取样时间、取样时齿轮油温、取样人姓名。 6)清理废油并安装密封检查孔端盖。 风机正常运行后,每隔6个月对齿轮箱润滑油进行一次采样化验,根据化验结果决定是否需要更换。 (9)检查齿轮箱润滑油。检查油的情况时,应先将风力机停止运行等待一段时间(时间≥10min),使油温降下来(油温≤50℃),再检查油液是否有氧化、乳化等现象。 (10)检查齿轮箱空气滤清器。风机长时间工作后,齿轮箱上的空气滤清器可能因灰尘、杂质、油气或其他物质而导致污染。取下空气滤清器的上盖,检查其污染情况。如已经污染,更换滤清器。 (11)检查齿轮箱噪声及轮齿啮合。检查齿轮箱是否有异常的噪音(如嘎吱声、嘎嗒声或其他异常噪声)。如果发现异常噪声,立即停机并查找原因。 (12)检查轮齿啮合及齿表面情况。首先将视孔盖及其周围清理干净,然后用扳手打开视孔盖。通过观察孔观察齿轮啮合情况、齿表面情况(点蚀、胶合等)。如发现问题,禁止重新启动,并立即与生产厂家联系。观测完成后,按照安装要求,将视孔盖重新密封安装。 (13)检查传感器。检查齿轮箱上所有的温度、压力传感器,查看其连接是否牢固。 (14)检查减震装置。目检减震装置中的板弹簧,查看有无裂纹、老化及损坏现象。 (15)检查集油盒。检查主机架底部的集油盒并将其清理干净。 (16)检查避雷装置。检测避雷装置上的碳块。碳块必须与主轴前端转子接触。如果碳块的磨损量过大,应立即更换新的碳块。 (17)更换齿轮箱润滑油。 1)换油时应先将风力机停止运行一段时间(时间≥20分钟),使油温降至20℃以下。用洁净的抹布清理排油阀及加油孔端盖,清理完后,将放油软管一端连接到排油阀上,另一端放入油桶内。检查放油管路,如无问题打开放油阀,将齿轮箱内的润滑油全部排出,然后关闭排油阀。 2)检查齿轮箱内部清洁程度,用清洗剂清洗齿轮箱内部,清洗完毕后必须将清洗剂排除干净,然后用少量的新润滑油冲洗。 3)通过油泵与过滤装置,将新润滑油过滤后泵入齿轮箱内。 4)加完油后将加油孔按照装配要求重新封好,并清理掉加油过程中所泄漏的润滑油; 5)再次检查加油孔、放油阀是否密封好。 6)润滑油型号及加注量。 (18)检查管路。 1)检查冷却系统所有管路的接头连接情况,查看各接头处是否有漏油、松动、损坏现象。 2)检查油冷管路是否老化。 (19)检查油冷却器。 1)检查主机架上部的油冷却器,检查油冷却器上电动机的接线是否松动。 2)检查油冷却器的散热片是否有过多的污垢,如有应及时清理。 3)检查油冷却器的各连接部位的连接情况。 4)检查油冷却器的整体运转情况是否正常,是否存在振动、噪声过大等现象。如果有立即查找原因、进行检修处理。 (20)检查过滤器。 1)确认机组已处于停止状态,润滑与冷却系统已完全卸压。 2)关闭齿轮箱与油泵之间的球阀。 3)用抹布清洁过滤器四周,拆下过滤器与齿轮箱之间的连接软管及尾帽。 4)检查滤芯是否堵塞,如堵塞则更换新的滤芯。 更换过程:打开过滤器下部的放油阀,放掉脏油取出滤芯,同时取出过滤器中的脏物收集器并进行清洗,重新装回脏物收集器,装入新滤芯,关闭放油阀,旋紧尾帽(旋紧尾帽后再回松四分之一圈以方便下次操作),连接放气软管并打开球阀。 (21)检查油泵及油泵电机。 1)检查油泵电机的接线是否松动。 2)检查油泵表面的清洁度。 3)检查油泵与过滤器的连接处是否漏油。 (22)检查球阀。检查球阀,确定其工作位置是否正确,有无漏油现象。 (23)紧固件检查。检查油冷系统紧固螺栓是否有松动。 5.联轴器 (1)检查制动盘与联轴器连接螺栓。以规定力矩检查制动盘与联轴器连接螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈标记。 (2)检查联轴器与收缩盘连接螺栓。目检联轴器与收缩盘连接螺栓是否松动。 (3)检查联轴器本体螺栓。如图11-6所示,以规定力矩检查联轴器本体螺栓。每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 |