工厂变频器频繁报自停故障,看老电工如何快速解决!
|
近段时间,厂里一号高炉上料卷扬出现了故障,从发生到处理好,经历了一段时间,其中的处理过程觉得值得一写。 大概前一个礼拜的一天晚上,一号高炉的一号变频器(施耐德ATV71型变频器)报故障停机,料车悬挂在中途,电工去后复位送电又正常运行了。 第一次故障显示:一号变频器故障,检查无果,变频器本体显示屏显示失压故障!又出现故障后(电脑上依然报变频器故障,显示屏依然报失压)直接换到二号变频器使用。 第二天下午六点出现问题,电脑上报的却是左右超极限故障,但料车却在中途,不可能是因为限位到极限而来的信号。
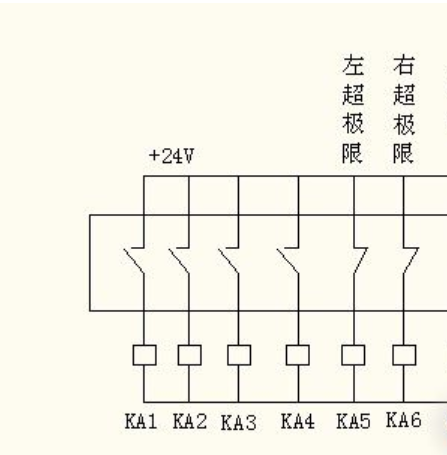
因为原来设计的是机械限位,由于很不可靠,在当时没有人能调整这限位器。故障频发,后经改造采用成套数字限位,几乎就没发生什么故障(电工的水平似乎也上去了,因为没故障了)新加的部分如下:
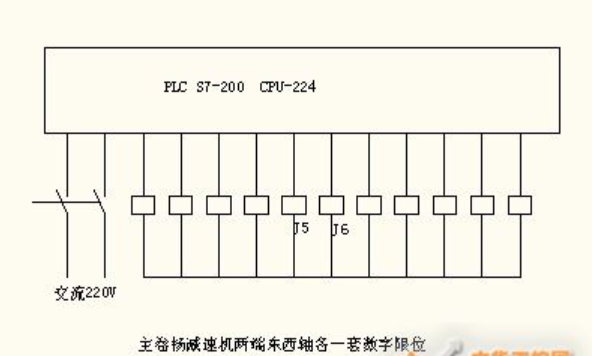
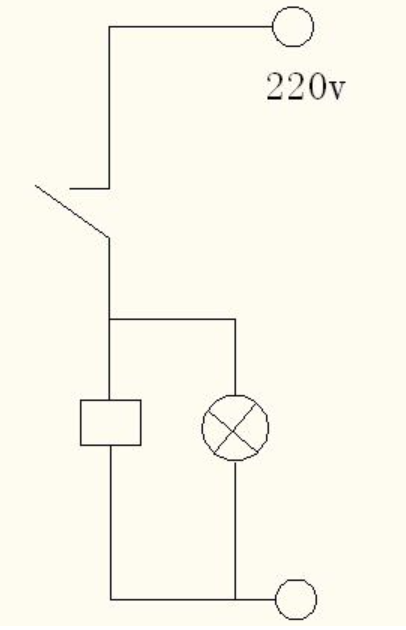
KA5,KA6上边的J5、J6实际上是分别由两个J5、两个J6串联而成的。(注意松绳限位没在PLC中),由于故障是瞬间发生一下,就自动恢复了,很难扑捉到,多方检查依然隔几十小时出现一次。 但仔细分析,应该是西门子S7-200 PLC的电源出现了问题,但测试又看不出问题,怀疑归怀疑但没证据不好“定罪”呀!由于松绳信号和超极限信号,是共一个24V直流电源到控制柜继电器中的,这个问题就干扰了当时的判断。在认真研究了原图和改造后的实际情况后才明白,以前以为220V供PLC的电源有问题的话,四个信号(左、右超极限,左、右松绳)都应该在电脑上显示出来。 为了证实确实是电源有问题,电脑上只报左右超极限故障信号,让人把到PLC去的220V交流电源的开关断开,电脑上果然只显示左右超极限故障信号。松绳信号没显示!为这个问题想了很长时间。反复看了图纸和现场的实际情况,判断出电源瞬间开路时,应该只报左右超极限;但怎么才能扑捉到是电源有瞬间断开的事实呢? 靠人监视显然是不现实的。如果有一个能起到监视作用的仪器或是装置就好办了。在思考了一段时间后想到了用带灯的220V交流继电器做一个自保装置做监视器,平时继电器通过自身的常开触头自保得电,显示灯亮,一旦出现瞬间断电线圈失电,显示灯将不会再亮了(办法看起来很简单,但要想到哪去真的是好难)。
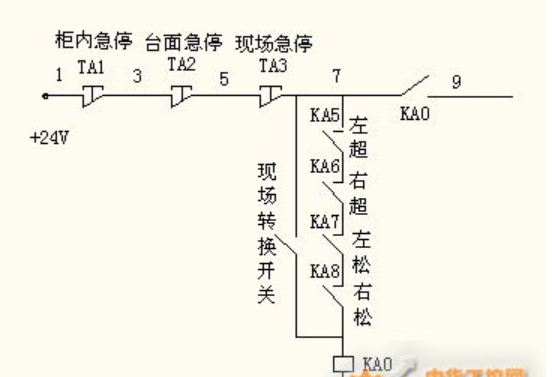
一共做了六套,分别并在左、右220V电源,左右J5.左右J6上。以判断到底是总电源,左、右电源,还是左、右超极限其中一组的J5,J6动作了!接上以后竟然三天都没出现故障。难道是原电源线没接紧造成的?第四天问题又出现了,一看好家伙六个监视继电器全部跳掉了,灯全灭了,终于是扑捉到了,可以判断就是电源出问题了。把原电源给换成一趟临时电源后,一直未发生此类故障了(监视故障的继电器依然没撤)。 过了一天,因为想到变频器检查一号变频器,是否也是因为这个瞬断电源问题报故障,还是本身就有问题,在倒的过程中出现了新问题,变频器竟然合不上闸了,断路器瞬上就跳掉了,检查后发现是电路中,起保护作用的KA0继电器没保持,而导致KA0常开触点后面的继电器没电,而导致跳断路器。时好时坏!
图中KA0没保持的话,直接导致断路器瞬间合闸跳电(这部分没画)。研究上图中,因为左右极限和松绳继电器都在柜内,把常开点全部短上,KA0依然没动作,24V直流电源和保险都是正常的。看来就是三处的急停开关有问题了,停掉直流电源,直接量图中1到7端子的电阻,竟然达到1.6K欧姆。于是吩咐电工分三处利用五分钟的停电时间同时处理,更换急停开关、把线头用刀片或0号砂纸把氧化层打掉,并且相通的线不再通过端子过桥,而是直接接到一个端子孔里面,再检查电阻时,电阻值为0.4欧姆了。送电合闸正常生产到现在。 转过头来又去检查那趟电源为什么会出现瞬时断开的原因。(问题不弄明白,睡觉都很难安稳),顺着线路摸到远处开关的下端,(以前还真不知道这个电源到底在哪里,只有值班电工知道)惊奇的发现开关下端竟然还接了两个5A的保险,把保险从座子上取下来,仔细观看,发现有不很明显的打火痕迹,回家用放大镜观看,确实有被电击过的两个拉弧痕迹!由此判断电源开关下面的保险,因为时间久远夹保险的座子松动,造成保险与座子虚接,才引起时好时坏的故障,这种故障是最难发现和判断的! 这回的故障处理觉得有几点值得总结:
看起来用了这么多时间,这么多的经历。但在处理过程中,生产方坚持要生产,不让停机,对故障的处理带来很大的难度,每次只给不到五分钟的时间来处理问题,并且还要耐心的等待漫长的停机机会,这对电气人员来说简直就是一种严峻的考验。 |