双侧防护密闭套管具备高温的特点
|
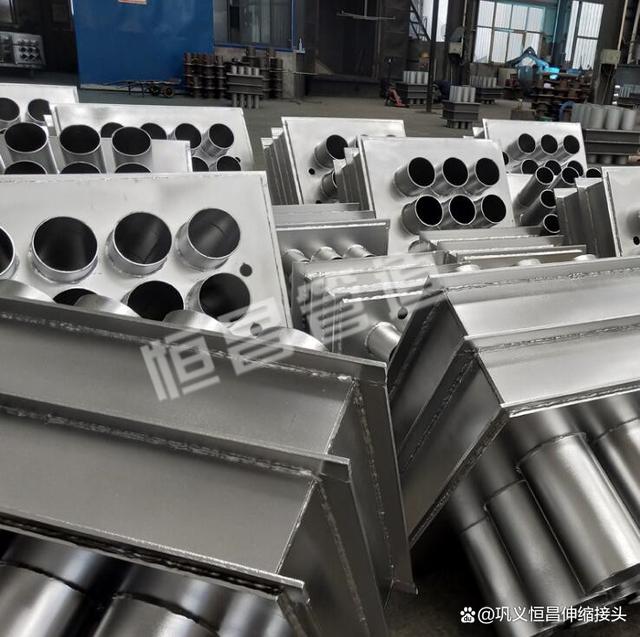
双侧防护密闭套管具备高温的特点 双侧防护密闭套管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用相同宽度的坯料出产管径不同的焊管。可是与相同长度的直缝管比较,焊缝长度添加30~100%,并且出产速度较低。因而,较小口径的焊管大都选用直缝焊,大口径焊管则大多选用螺旋焊。一般适合于6mm以下薄板的焊接,具有焊缝成型漂亮,焊接变形量小的特点。焊接电弧长度,焊接一般钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则维护效果欠好。
(1)热镀锌双侧防护密闭套管执BS1387-1985《双侧防护密闭套管及管件》标准,不锈双侧防护密闭套管实行Q/WLSP03-2000《不锈钢焊接双侧防护密闭套管》标准; (2)弯曲试验:DN40以下进行弯曲试验(8D×10),试验后锯开弯曲圆弧中部,不锈双侧防护密闭套管与热镀锌双侧防护密闭套管无分别现象,且不锈双侧防护密闭套管无明显的起皱现象; (3)压扁试验:DN40及以上进行压扁试验,压至双侧防护密闭套管外径的4/5,无裂纹出现; (4)水压试验:试验压力5Mpa,稳压5s管壁无渗漏现象。为使氩气很好地维护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。双侧防护密闭套管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊。
可是与相同长度的直缝管比较,焊缝长度添加30~100%,并且出产速度较低。在焊接进程中不增加任何焊接资料,焊缝成型没有通过热熔化状态,仅仅焊缝金属通过再结晶进程,故构成的焊缝与母材的化学成分完全一致,双侧防护密闭套管焊接后通过退火处理,制作成型冷加工内应力,焊接内应力均得到改进,因而双侧防护密闭套管归纳机械性能较好。 |