工程塑料保持架的生产工艺
时间:2023-02-28来源:佚名
|
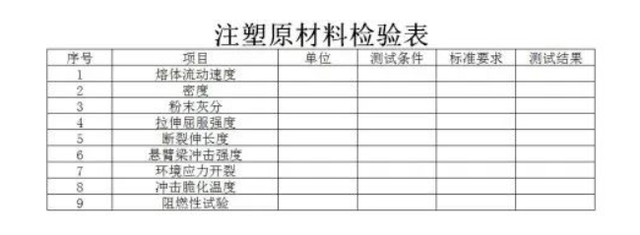
工程塑料保持架生产工艺流程:原料检验→原料干燥→注射成型→产品检验→后处理及密封→检验→封装。工程塑料保持架在生产中应首先进行原材料检验,然后进行原材料干燥,采用注塑机注射成型,再进行产品检验、后处理和密封及最终成品质量检验,最后进行成品包装。 首先应对来料包装进行检验,确保内外包装整齐,标识清晰明了,无混料、杂质和潮湿。其次选取几个样本进行测试,检验其耐热性、阻燃性及韧性等性能。
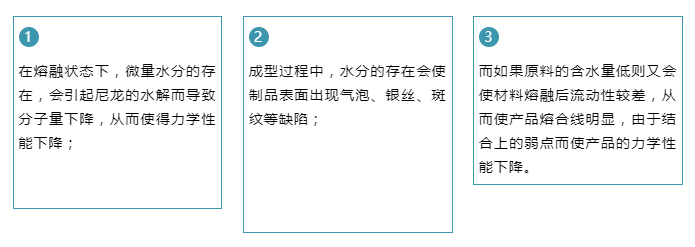
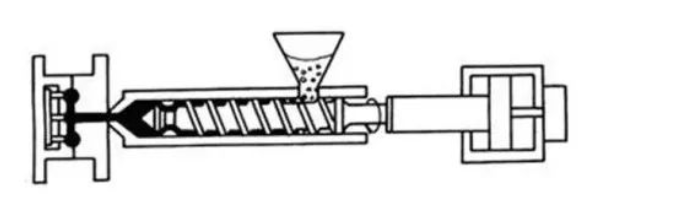
目前工程塑料保持架多使用聚酰胺树脂材料,用注塑工艺方法制作而成,为了提高保持架的机械强度、尺寸稳定性和耐冲击性,树脂中填充有玻璃纤维。原料未干燥除水或干燥后原料的含水量较高对成品有着较大的负面影响
所以成型前有必要对原材料在注射前进行干燥并对干燥后原材料的含水量进行监控,使原材料的含水量有一个较理想的范围。 以增强改性PA66为例,最好采用真空加热干燥 ,以避免高温氧化分解 ,干燥温度为80~110℃ ,时间为 6~ 8 h。控制含水量在 0. 2%以下 ,以保证产品质量。
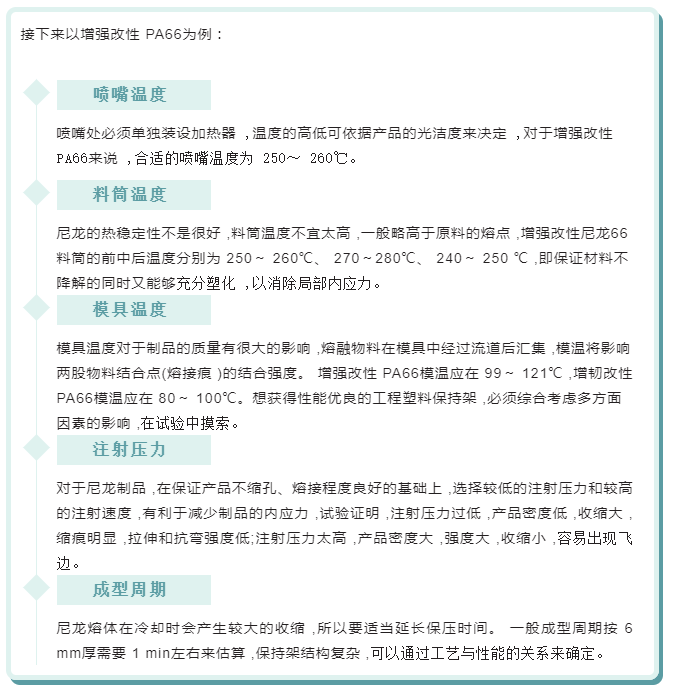
在这个成型的工艺过程中许多参数是根据物料本身的性质决定的 ,尽管各供料厂商根据物料特性都提供适当的注射参数 ,但在使用中还需根据不同产品结构设计特点的需要做适当调整。
|