拒绝复杂修复,轻轻一抹搞定传送带滚筒轴承位磨损
|
一、矿山传送带滚筒轴承位问题设备背景 随着现代化大型矿业的发展,皮带输送机广泛应用于工矿企业,是工矿企业物料运输的关键设备,具有结构简单、成本低、输送距离长、效率高的特点。滚筒是皮带输送机的重要组件之一,其性能的好坏将直接影响整条皮带输送线的使用性能。 2022年11月某矿山建材企业皮带滚筒出现轴承位磨损情况,该皮带滚筒轴承位φ200mm,磨损宽度98mm,轴承型号: 22240CA/W33。两侧轴承位都出现了磨损问题,其中一侧磨损量较大,约3mm左右,另外一侧磨损量较小,约0.2m左右。 针对这类轴承位磨损问题传统办法一般采用的是将轴拆卸后运输至机修厂进行补焊、镶轴套等处理,补焊机加工工艺本身容易使轴表面局部产生热应力,造成断轴的隐患,而且补焊机加工工艺需要花费大量的人力和时间对设备进行拆卸、运输和安装,其修复时间较长,综合修复成本高。该厂风机为意外事故停机,必须快速有效的恢复设备运行,因此传统修复工艺显然不适合此次轴承位磨损的修复。
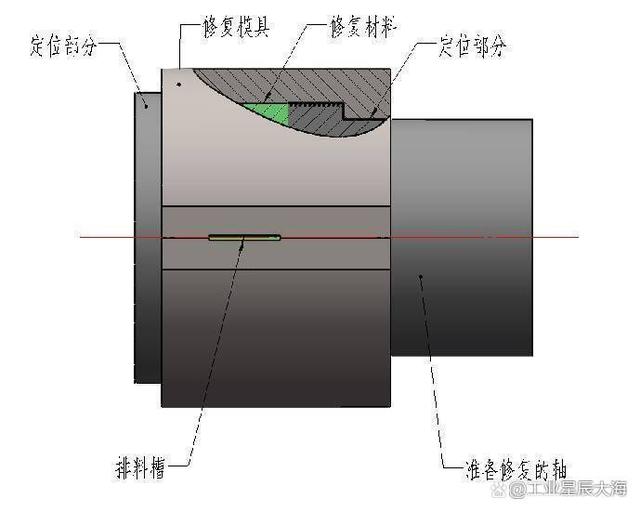
二、为什么选择复合材料修复轴承位磨损 福世蓝高分子复合材料针对轴承位磨损问题可根据设备转速、轴承型号、使用要求等参数选取不同的设备修复工艺,其中最常用的为模具修复工艺,该修复工艺利用材料特性,结合现场实际情况加工修复工装,是利用模压法根据定位部位修复磨损部位的一种现场修复工艺,具有修复时间短、修复精度高、修复成本低、对设备无二次伤害、易于操作等特点。 三、现场工程师进行轴承位磨损修复的过程介绍 1. 按照图纸要求及现场实测尺寸,加工模具。 2. 表面烤油处理,然后打磨,露出金属光泽。 3. 空试模具,检查模具与轴的扣合程度。 4. 模具与轴扣合无异常后拆卸模具。 5. 模具拆卸下来之后刷涂脱模剂,晾干备用。 6. 按照比例调和2211F金属修复材料并涂抹至磨损部位。 7. 装配模具,等待材料固化。 8. 打磨材料表面。 9. 按照比例调和2211F金属修复材料。 10.再次涂抹材料装配轴承。 四、轴承位修复磨损案例图片
|