市面上针对造纸烘缸轴磨损的复合材料技术,真的都靠谱吗
|
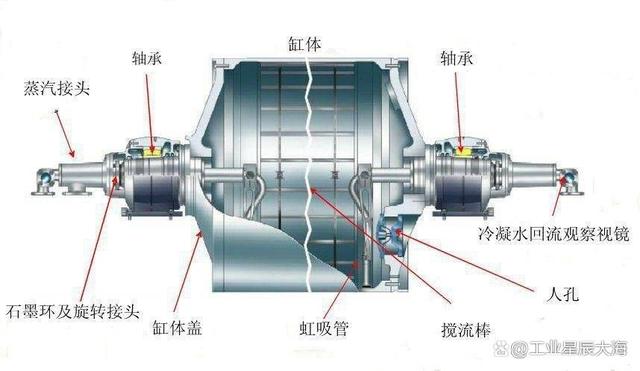
一、造纸烘缸设备究竟是什么样的 烘缸是用铸铁制成的两端有盖的空心圆筒(图1),主要由圆柱筒体、端盖、汽头、进汽管和排水虹吸管组成,一般烘缸直径有若干种,我国三化系列规定为:φ0.8m、φ1.0m、φ1.25m、φ1.5m四种。造纸机用铸铁烘缸是用作纸张干燥的关键部件——属于Ⅰ类压力容器,制造烘缸的材料一般多为HT200、HT250 .在运转过程中,内通蒸汽将纸张烘干。 现在随着现代纸机的提速,加热蒸汽压力的提高,当蒸汽压力超过0.49Mpa(5kg/cm2)时,则多用钢质烘缸。普通烘缸均为单层,钢质烘缸尚有一种夹层烘缸。烘缸铸成后,内表面实行机械加工,外表面研磨呈镜面。由于烘缸要承受一定的蒸汽张力,烘缸的轴部是中空的,传动轴的内部通有蒸汽管和冷凝水排出管。进汽管伸入缸内,距离缸盖0.8~1.0m,周围和顶端均钻有眼孔,以便均匀分布蒸汽加热烘缸。
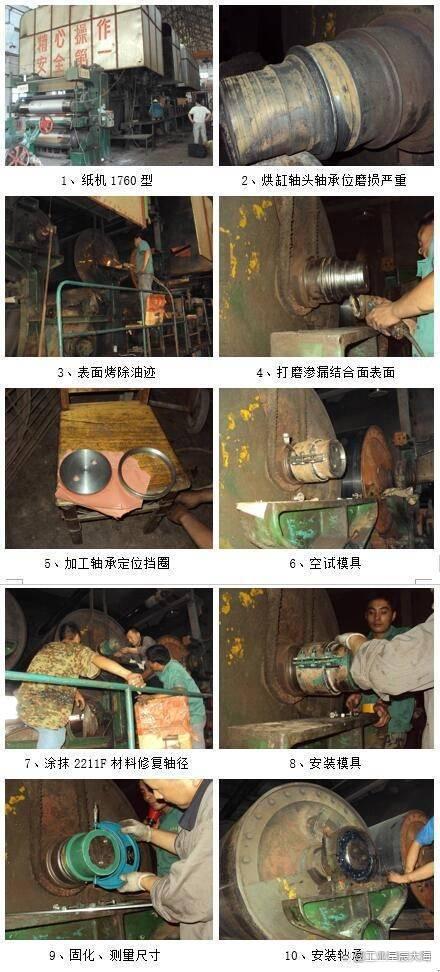
(图1) 二、为什么会出现烘缸轴磨损,磨损之后需要注意什么 烘缸传动所用轴承一般为双列调心滚子轴承,轴承与轴的配合方式一般有退卸套、紧定套和锥轴配合(多采用1:12锥度)。根据各种磨损情况的出现分析总结出以下几点磨损原因: (1)、烘缸轴承位工作温度高,传动侧通过蒸汽,在正常生产运行中轴承处在密封环境中正常运行温度在80℃以上,轴承的各个构件都会因此受热膨胀,所以在运行过程中轴承的径向游隙尺寸比常规理论游隙更大,更容易使物料侵入附着,造成轴承滚动体运行阻力增大,使滚动体表面出现小麻点或坑状剥落,而剥落的金属会附着在滚道表面上导致滚道表面粗糙化。另外由于烘缸轴承位运行环境苛刻,纸机烘干部在低速、重载、高温的条件容易发生粘着磨损,进而再次将滚道表面粗糙化,致使在生产运行中轴承内圈不断摩擦受热,导致内圈膨胀,与轴径表面出现配合间隙,若不及时处理更换轴承势必会造成轴承内圈与轴出现相对运动进而造成磨损。 (2)、烘缸缸体烘干纸张时挥发湿气较大,密封不严生产中飞溅的纸毛会侵入轴承,且无法清除,进入滚珠致使轴承润滑效果下降,滚柱运行阻力增大摩擦内圈,使内圈受热膨胀出现间隙,造成磨损。 (3)、润滑油由于工作环境温度高,有机油类会逐渐分解、逐渐老化,运转中会析出黑色碳粒子悬浮在润滑油内,这些悬浮物会在润滑过程中到处积聚沉淀,一旦附着在轴承滚道上也会加大轴承的运行阻力,进而使轴承内圈受热膨胀,出现配合间隙,造成轴磨损。 (4)、对于一些退卸套烘缸,轴承在安装到位后,达到相应的游隙,进行下一步骤中,拆去锁紧螺母,安装锁片时,由于反作用力的原因,失去锁紧螺母的轴承内圈或者退卸套反向退出,而在安装锁片,锁紧螺母后没有再次测量游隙,直接锁上锁片,导致轴承内圈或者退卸套松动,造成轴承位磨损。 (5)、烘缸为蒸汽加热,在设备运行中,高压蒸汽在烘缸中形成冷凝水,且由于烘缸在高速运转,造成冷凝水排水不利,冷凝水在烘缸内聚集过多,在高速运转的烘缸内形成一个离心力,烘缸要释放这个力中只能向烘缸两端窜动,引起两种结果:一是轴承位相对轴承内圈相对运动,造成轴承位磨损。二是由于烘缸转动不平稳、震动大导致轴承压丝 锁片松动,进而导致轴承位磨损。 三、目前市面上出现的各种复合材料真的具有效果吗 目前,高分子复合材料是针对轴类磨损的有效修复手段,可以做到停机时间短、修复快、成本低等多方面的优势。主要针对企业在没有备件进行修复状况下的快速修复手段,其中,以福世蓝复合材料技术作为代表。该技术具有优良的耐高温、高压、腐蚀等性能,是较早进行轴类修复的普遍应用手段,在市场上已有20年的应用历史,为企业节省了大量修复成本。 四、福世蓝技术经过多家企业技术案例认证,获得一致好评 (一)滕州纸业进行烘缸轴承位磨损修复。该烘缸是新华造纸机械生产1760纸机11号缸,为企业平衡纸生产线,该纸机共14缸。年产5000吨,月产400吨。11号缸操作侧出现磨损,磨损单边约17mm,烘缸转速约120转/分,车速480余米,轴承外部温度为117~125℃,企业没有备用烘缸。 据企业介绍采用传统焊补和喷涂在拆卸及加工时非常费时,少则几天多则十几天而且费用也较高,并严重影响生产,给企业带来经济损失。 经过福世蓝技术现场施工,包括空试模具、重新车削模具、安装时间、材料固化时间,整个修复共用时12~13个小时,修复后,企业立即开机试运行,企业认为本次修复快速、简便、且节约时间。
(二)邹城纸业公司3950纸机烘缸操作侧1:12锥度轴磨损,小端轴径240mm,修复部位宽度200mm,单边磨损量1-2mm。2012年修复过一次,运行两年,因轴承烧结造成材料脱落。 通过高分子复合材料既具有金属所要求的强度和硬度,又具有金属所不具备的退让性(变量关系),通过“模具修复”、“部件对应关系”、“机械加工”等工艺,可以最大限度确保修复部位和配合部件的尺寸配合。福世蓝工程师使用已加工好的模具进行尺寸恢复,整个修复过程操作简单方便。对修复部位烤油、表面打磨,使用无水乙醇清洗干净,模具刷涂脱模剂,调和复合材料技术产品,将产品均匀涂抹到修复面和模具,安装模具,加热固化,拆卸模具,装轴承,操作简单方便。
(三)2010年,福世蓝两名技术工程师前往浙江纸业进行烘缸轴承位磨损修复。该烘缸是海天造纸机械生产2362纸机37号缸,为企业第三条生产线,该纸机共42缸,两只冷缸。37号缸传动侧出现磨损,磨损单边约1mm,烘缸转速约80~90转/分,车速350余米,现场测量轴承外部温度为117~125℃。 经过现场紧张施工,包括空试模具、重新车削模具、安装时间、材料固化时间,整个修复共用时12~13个小时,修复后,企业立即开机运行,经企业测试跳动和振动,均在要求范围内,企业认为本次修复快速、简便、且节约时间,对福世蓝技术非常满意。 福世蓝技术具有操作简便,快速有效的特性,企业掌握福世蓝技术后可以很大程度上为企业节省时间、节约维修成本和费用,是现代化企业迫切需要掌握的一门修复技术。
|