水环真空泵轴承位磨损修复简单方便,关键是省钱
时间:2023-04-14来源:佚名
|
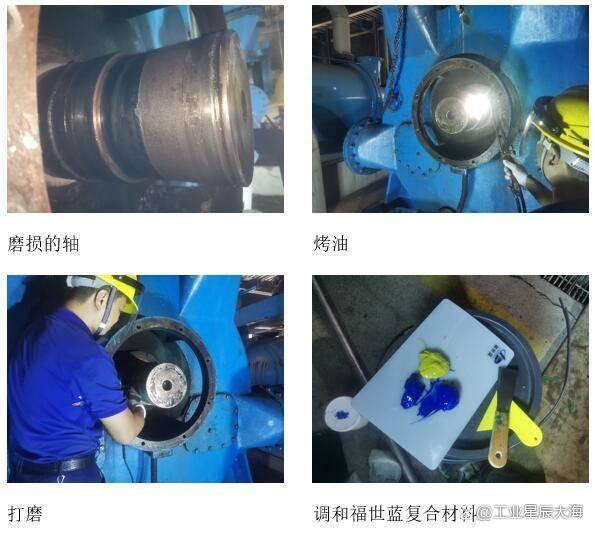
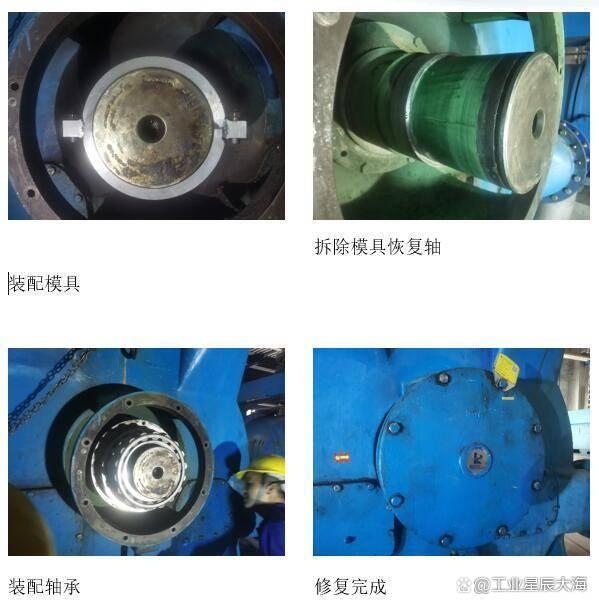
一、水环真空泵出现轴承位磨损问题 水环真空泵轴磨损修复。设备参数:磨损位置为操作侧、直径220mm、转速670r/min、磨损量15mm、前轴肩220mm,后轴肩240mm、卡簧式固定、双轴承共用一个轴承室。根据数据及要求,认定双轴承在运行中需保证较高的同心度,否则会出现震动、加剧磨损的情况。 二、水环真空泵出现的轴承位磨损修复方法 直接采用模具法修复,该方法采用前后轴肩作为定位点,根据设备图纸尺寸使用车床精确加工出模具合适的修复尺寸,再配合高分子复合材料来达到修复要求。该轴承位磨损修复技术既能满足设备对同心度的要求,又能为企业节约因拆卸造成的人力、物力、财力等损失,还能快速的完成修复工作,仅10小时就能开机运行,提高了生产效率。 三、水环真空泵轴承位磨损现场修复步骤 1. 拆卸轴承座,检查轴的磨损情况。 2. 使用乙炔氧气对水环真空泵磨损的轴承位进行烤油。 3. 使用角磨机进行打磨处理。 4. 准备好修复用的模具,模具内表面涂抹脱模剂。 5. 根据磨损量调和2211F高分子复合材料,涂抹在磨损的轴承位表面。 6. 装配模具,等待材料固化。 7. 拆卸模具,打磨固化后的材料表面。 8. 轴承内圈涂抹脱模剂。 9. 再次调和2211F高分子复合材料并涂抹在真空泵轴承位表面。 10.装配水环真空泵轴承,装配剩余配套部件。 四、工程师现场进行水环真空泵轴承位磨损修复
|