无需大拆,在线修复烧结机柔性传动装置主轴胀套位置磨损
|
【摘要】采用高分子复合材料现场修复烧结机柔性传动装置主轴胀套位置磨损问题;对磨损原因和现场修复的优势进行了分析。 【关键词】烧结机,在线修复,轴磨损,柔性传动装置,胀套 1、设备概况烧结机适用于大型黑色冶金烧结厂的烧结作业,它是抽风烧结过程中的主体设备,可将不同成份,不同粒度的精矿粉,富矿粉烧结成块,并部分消除矿石中所含的硫,磷等有害杂质。 烧结机按烧结面积划分为不同长度不同宽度几种规格,用户根据其产量或场地情况进行选用。烧结面积越大,产量就越高。烧结机并不是一个机器,而是由几道工序组成的一个工程。现用的烧结机多为步进式烧结机和带式烧结机。步进式烧结机主要包括推车机、翻车机、预热炉、点火器、台车、牵车机、布料器、给料机等,带式烧结机主要包括头轮、尾轮、台车、点火器、预热炉、布料器、给料机机尾摆架等。
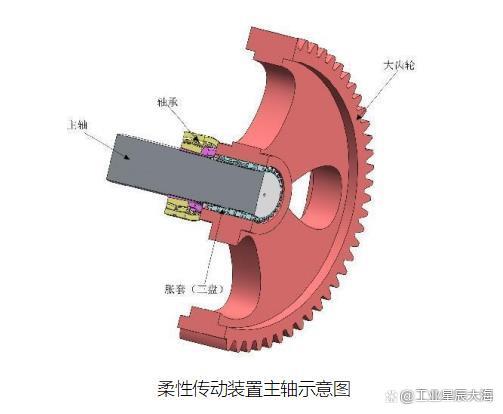
柔性传动装置是一种低速、传动转矩大、噪音低、结构紧凑、成本低的新型传动装置。柔性传动装置作为烧结机主传动,是烧结机系统的关键设备,该装置技术先进、结构复杂、制造难度大,现场装配、安装难度也非常大。我国从上世纪70年代开始,对这种传动装置进行研究开发取得一定成果,并自行设计出烧结机柔性传动装置。
胀紧连接套简称胀套是一种无键联结装置,其原理和用途是通过高强度拉力螺栓的作用,在内环与轴之间、外环与轮毂之间产生巨大抱紧力,以实现机件与轴的无键联结。当承受负荷时,靠胀套与机件、轴的结合压力及相伴产生的摩擦力传递转矩、轴向力或二者的复合载荷。胀套联接主要有以下优点:对中精度高;安装/调整/拆卸方便;强度高,联结稳定可靠;在超载时可以保护设备不受损坏,尤其适用于传递重型负荷。广泛应用于重型机械、风力发电、包装机械、印刷机械、数控机床、自动化设备等领域。
2、故障现象和原因分析出现烧结机柔性传动装置主轴胀套位置磨损的企业为山东某钢厂,主轴直径φ400mm,宽度胀套位置约300mm,导向面位置约100mm,轴表面出现磨损及深度不一的环状沟壑,深处约5mm左右,转速约2-3分钟一转,此处位置共安装3盘胀套。 轴类出现磨损的原因有很多,最主要的原因之一是用来制造轴的金属特性决定的,金属虽然硬度高,但是退让性差(变形后无法复原),抗冲击性能较差,抗疲劳性能差,因此容易造成粘着磨损、磨料磨损、疲劳磨损、微动磨损等,大部分的轴类磨损问题都不易察觉,只有出现机器高温、跳动幅度大、异响等情况时,大部分轴都已磨损严重,从而造成机器停机。烧结机轴由于在工作中长期传递大扭矩,极易造成金属的疲劳变形,使得主轴产生疲劳磨损,同时由于烧结机一般比较庞大,导致修复产生一定难度。
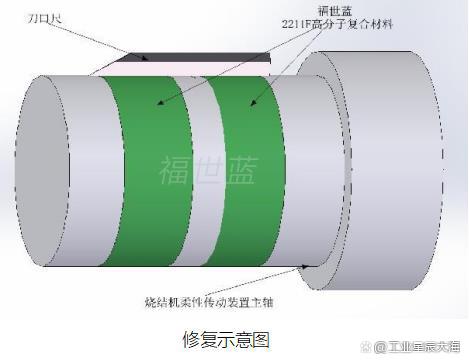
3、传统修复模式和福世蓝现场修复模式对比3.1、传统修复模式 针对烧结机柔性传动装置主轴胀套位置磨损问题,传统解决办法主要靠堆焊后机加工、热喷涂和电刷镀等手段来进行,并没有很好的修复方式来减少金钱及时间的浪费,而且均存在一定弊端,无论是堆焊后机加工还是热喷涂方式,都避免不了热应力无法消除的现象,易造成材质损伤;而电刷镀受涂层厚度限制,容易剥落,且以上几种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。从维修费用及维修工期上来说,此方法更多的是返厂修复或依靠外协,拆装运输费用高,修复工期长。 3.2、高分子复合材料现场修复模式 此次修复工艺采用福世蓝技术刮研法工艺修复,首先在待修复部位涂抹福世蓝高分子复合材料2211F,然后利用刀口尺沿主轴基准面刮研出基准尺寸,待材料固化后使用砂纸打磨材料高点及釉面,安装大齿轮到位后涂抹薄薄一层第二遍材料后依次安装胀套并紧固到位。 福世蓝高分子复合材料2211F是一种抗高温、抗强腐蚀并可以机加工的金属修复、保护复合材料,此材料具有良好的粘结力和机械性能,不仅有金属所具有的强度、硬度,还有其退让性,应用高分子材料修复可免拆卸免机加工既无补焊热应力影响,修复厚度也不受限制,高分子复合材料的应用技术可以使企业在第一时间快速有效的现场修复,有效避免各种时间及经济的损失,而且高分子复合材料修复属于冷焊技术,不存在热应力等问题,可以有效避免基材的二次损坏。此类修复材料以福世蓝?金属修复材料2211F性能较为可靠。 修复示意图
4、修复工艺及应用图片信息4.1、修复工艺 1)烤油:用氧气-乙炔焰炙烤待修复表面,彻底清除表面及渗入基体组织的油污; 2)打磨:使用磨光机配合百叶片或者使用砂带打磨磨损区域,直至露出金属原色; 3)清洗:用无水乙醇将打磨后的表面彻底清洗干净,确保待修复表面干净、干燥、结实; 4)调和材料:严格按照材料要求的混合比例调和福世蓝?高分子复合材料2211F,搅拌均匀直至均匀无色差; 5)涂抹材料:对待修复部位涂抹2211F材料,涂抹时首先涂抹薄薄一层并反复刮压,确保材料压进每一个微孔,随后逐层增加材料厚度,确保涂抹厚度略大于磨损量; 6)刮研:使用刀口尺沿基准面刮涂材料,清理多余材料,并使用刀口尺检查材料厚度; 7)固化:可自然固化,固化时间需24H,也可以加热强制固化,材料温度每提升 11℃固化时间缩短一半,但不能超出材料限制温度,不可采用明火加热; 8)打磨、清洗:使用砂纸打磨固化后的材料釉面,并使用无水乙醇清洗干净; 9)安装第一盘胀套:首先将大齿轮安装到位,使用四氯化碳对胀套清洗除油,按比例调和并涂抹薄薄一遍福世蓝2211F材料,快速安装胀套到位,并根据扭矩值紧固所有螺栓同时调整好大齿轮与主轴的同轴度; 10)安装第二盘、第三盘胀套:按照同样要求涂抹第二遍福世蓝2211F材料后依次安装剩余两盘胀套,并按照扭矩值紧固螺栓到位; 4.2、应用图片信息 2022年08月山东某钢厂烧结机检修时发现柔性传动装置主轴胀套位置出现磨损及多圈深度不一的环状沟壑。考虑到拆除返厂或外协机加工维修周期长、费用高,而且会严重影响企业的连续生产,造成企业所不能承受的经济损失。针对此问题与我公司进行了接洽,并与公司达成了在线修复合作事宜,双方并就此展开了积极合作。 烧结机柔性传动装置主轴胀套位置磨损修复现场案例:
5、结语通过此次钢铁行业烧结机柔性传动装置主轴胀套位置磨损的在线成功修复,再次证明高分子复合材料技术可从根本上很好的解决轴磨损问题,修复周期短费用低廉,现场无需大拆即可,并且为企业提供了一套全新的维修维护技术手段,再次遇到类似问题时,企业可以在第一时间自主解决。 |