造纸企业有哪些常见腐蚀?这种防腐处理系列技术必须得了解一下
|
一、金属腐蚀简介金属材料受周围介质的作用而损坏,称为金属腐蚀。金属的锈蚀是最常见的腐蚀形态。腐蚀时,在金属的界面上发生了化学或电化学多相反应,使金属转入氧化(离子)状态。 金属腐蚀的本质是金属原子失去电子变为离子,金属发生氧化反应,金属在腐蚀过程中所发生的化学变化,从根本上来说就是金属单质被氧化形成化合物。 金属腐蚀的途径一般通过两种途径进行:化学腐蚀和电化学腐蚀。化学腐蚀:金属表面与周围介质直接发生化学反应而引起的腐蚀。电化学腐蚀:金属材料(合金或不纯的金属)与电解质溶液接触 , 通过电极反应产生的腐蚀。 生物腐蚀也是金属腐蚀的一种途径。
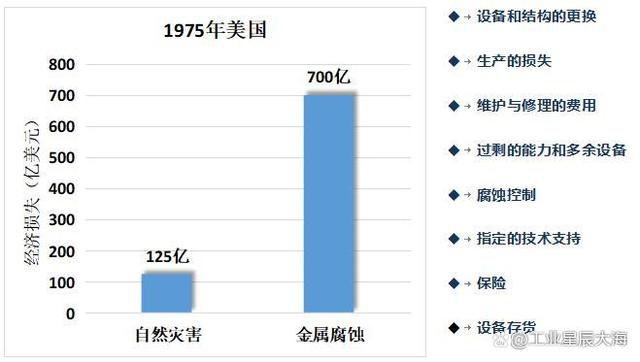
二、金属腐蚀的危害金属腐蚀会显著降低金属材料的强度、塑性、韧性等力学性能,破坏金属构件的几何形状,增加零件间的磨损,恶化电学和光学等物理性能,缩短设备的使用寿命,甚至造成火灾、爆炸等灾难性事故。 据统计,全世界每年因金属腐蚀造成的直接经济损失约7000亿 -10000亿美元。其中,英国近年来因腐蚀造成的损失平均达100亿英镑,占GDP的3.5%;德国的损失约为450亿德国马克,占GDP的3.0%; 美国年腐蚀损失达3000多亿美元,占GDP的4.2%。中国在2014年的腐蚀损失约20000亿元,而同年中国自然灾害经济损失为3378.8 亿元,由此测算出腐蚀所造成的损失为台风、地震、干旱、洪水等各种自然灾害的4—6倍。 每年由于金属腐蚀造成的钢铁损失约占当年钢产量的10~20%。金属腐蚀事故引起的停产、停电等间接损失就更无法计算。
三、造纸企业常见腐蚀在造纸生产过程中,设备经常与酸、碱、盐、腐蚀性气体等腐蚀性介质或具有腐蚀作用的微生物接触,设备因此受到腐蚀作用的破坏,给生产带来很多不利影响,如原料消耗增加、生产环境恶化等,严重时可导致设备在达到预期使用寿命之前就无法使用,不得不提前更换,这些都会大大增加造纸工业的成本,严重影响企业的经济效益。 常见腐蚀设备:连续蒸煮器、热磨机械浆系统、间歇式蒸煮器、二氧化氯发生器、塔尔油回收系统、蒸汽冷凝系统、碳钢材质管道及管廊架、车间金属框架(柱、梁、屋基)、行车、纸机、烘缸、辊轴、蒸球、削片机、木片运输系统、溢流设备、锅炉烟气除尘器及洗浆机等都存在腐蚀。 四、金属腐蚀的控制方法1.合理选用耐腐蚀材料; 2.添加缓蚀剂 3.阴、阳极保护 4.合理的防腐设计 5.介质处理 6.表面覆盖层 鉴于目前各个企业设备运行的实际情况,本文重点介绍第六种处理方案——表面覆盖层。 五、相关防腐技术简介施工工艺流程: 施工准备 → 基面清理 → 隐蔽工程验收 → 防腐蚀处理 → 施工验收 传统工艺在基面清理方面采用的是人工打磨或喷砂处理,由于以上两种方式存在粉尘污染和摩擦火星,很多企业难以满足使用要求。而福世蓝免除锈水基涂层技术,可以采用高压水进行基面处理,避免了以上两个缺点对企业正常生产的影响,而且不需要设备表面干燥后施工,带水的情况下同样可以施工涂覆。 1、福世蓝免除锈水基涂层——MC790 MC790是一种单组分、水性、丙烯酸共聚物底漆产品,它能够与带锈的钢表面、清洁的钢表面和涂漆的钢表面发生反应和交联作用,以达到极好的防腐性能。本产品无危害、环保、不易燃,可以作为底漆用于潮湿或干燥表面。技术产品具有以下优点: ● 无需喷砂 ● 涂覆操作简便,快速干燥 ● 对工作人员和环境安全,不含VOC ● 可以用于带锈的、 镀锌的、涂漆/未涂漆的钢、铝和混凝土表面 2、可喷涂福世蓝高分子防腐材料——418S 418S是一种无溶剂高性能3.6酚醛环氧和优异防腐性能的固化剂形成的高交联度复合涂层。主要用于修复各种化学罐、管道、污水池等。修复和保护各种腐蚀、气蚀的泵体、风机壳体和叶轮修复水电站的阀门、水轮机叶轮。产品特性如下: ● 操作时间长,流平性好,表面光泽度高,适合大面积防腐保护 ● 耐水性和耐磨性好,能有效提高泵效和抵抗磨损腐蚀 ● 耐腐蚀性能好,隔绝双金属腐蚀,能耐受98%硫酸、37%盐酸 六、防腐流程1.施工准备 (1)现场安全防护措施完善,又防火和通风措施; (2)露天作业要选择适当的天气,大风、遇雨、严寒天气均不应作业。
2.基面清理 (1)表面除油:检查表面情况,按照 SSPC-SP-WJ4 标准清除表面油污和油脂。如果表面有油污或油脂,使用无磷清洗剂溶解、乳化和分散污垢、油脂、霉菌和其他任何类型的污染物。使用溶剂去除油污和油脂,在施涂福世蓝免除锈水基底漆之前,先按照SSPC-SP-1标准去除残留溶剂,然后按照 SSPC-SP-WJ4 标准,用低压水冲洗残留溶剂; (2)高压水处理:按照SSPC-SP-3标准,用3000-3500psi高压水冲洗处理,以去除表面松动的腐蚀物,无松动物的带锈表面可以涂覆底漆涂层; 3、防腐处理 (1)MC790底涂搅拌:福世蓝免除锈水基底漆具有触变性,在存储过程中会发生沉降和变稠。涂料搅拌需要使用搅拌盘,搅拌盘的直径约为包装桶直径的 1/3。把搅拌盘深入到涂料容器内、距离容器底部约 1-2 英寸的位置。以一定的速率搅拌涂料约 5-10 分钟,呈旋涡状搅拌,避免将空气带入到涂料中。当把搅拌盘从涂料容器中拿出时,涂料像油品一样从搅拌盘上顺畅流下而非间断滴落,证明涂料已经搅拌妥当。由于涂料在存储过程中会变稠,因此在搅拌过程中,确认容器的侧壁或底部没有涂料。在使用前每天需重新搅拌混合; (2)MC790底涂喷(刷、辊)涂: 无气喷涂:喷嘴 0.017‘’-0.21‘’(喷枪和喷嘴必须是不锈钢材质),喷涂压力 1800-2200psi; 刷涂:天然鬃毛刷 辊涂:3/8‘’无缝细毛辊 技术优势:区别于传统防腐材料的施工要求,MC790技术最大优势是设备可以带水进行施涂,不必对待防腐表面进行干燥处理。 建议喷(刷、辊)涂两遍,在后续面涂施涂之前,前面施涂的涂层必须彻底干燥,这一点是非常重要的。湿度越大,干燥时间会延长 25-50%。 当在密闭环境中涂覆操作时,必须有适当的通风确保涂层干燥。 (3)418S面涂第一遍喷涂:按照体积比4:1比例配制,保证色泽一致、粘度及稠度不流坠; (4)418S面涂第二遍喷涂:喷涂前先清除设备表面的杂物,对磕碰的地方应先补底涂,再补面涂,配制和喷涂要求同第一遍面涂; 4、施工验收 (1)所用材料必须符合设计要求和有关标准的规定; (2)喷涂前表面除锈必须符合设计要求规定,处理后的设备表面应无灰尘、油污和毛刺等; (3)不得误涂和漏涂,涂层须无脱皮和返锈; (4)涂装均匀,色泽一致,无皱皮、流坠和气泡,附着良好,分色线清楚、整齐。 七、除漆剂如果设备表面还存有之前的油漆涂料且不好清除,建议采用福世蓝MC426除漆剂,应用于高压水表面处理之前。 产品优势: ●不含 n-甲基吡咯烷酮 ●不含二氯甲烷(市面上现有除漆剂均含有此成分) ●不含苛性碱 ●不含酸 ●无有害烟气或蒸汽 ●不致癌 ●不可燃 ●一次使用便可去除多层油漆 ●1 小时可见效 ●不受 EPA(美国环保署)特殊处理和国际运输条例限制 |