遇到轴承滚子局部硬度值偏低,怎么办?
|
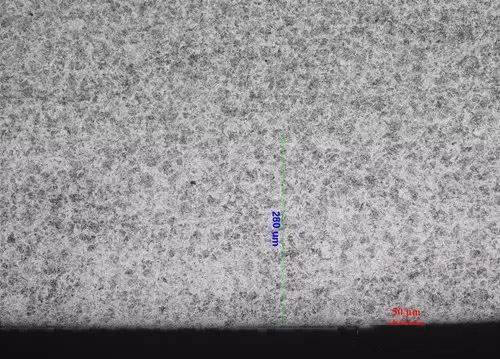
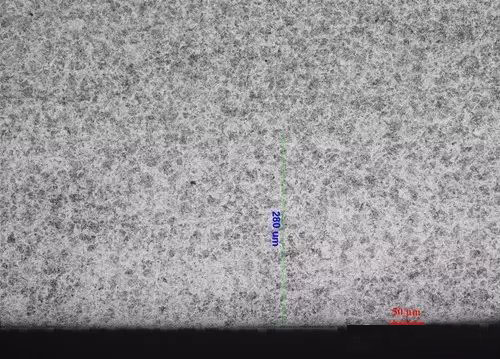
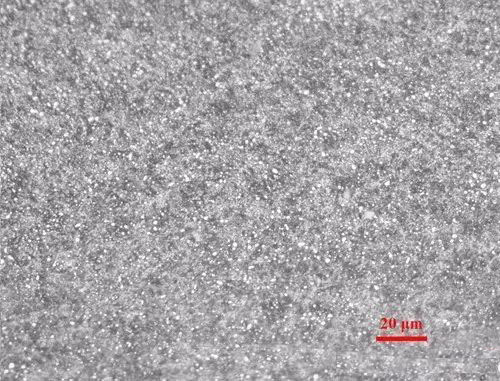
轴承零件的硬度对疲劳寿命和耐磨性能有很大的影响,硬度值是衡量轴承质量的一项重要指标。因此,在轴承零件的制造加工过程中,从原材料的进厂到热处理工序的质量控制,都有着严格可靠的工艺规范和相应的质量保证措施。尤其是铁路货车轴承产品其热处理后的技术要求应严格执行《TB/T2235铁道车辆滚动轴承技术条件》,规定铁路货车轴承滚子硬度值为60~64HRC。 某批次GCr15钢制铁路货车轴承圆锥轴承滚子,端面一侧带穴(形貌见图1),在带有氮基保护气氛的热处理辊底炉生产线淬回火后,热处理正常抽检酸洗检查时,外观发现一粒滚子的滚道面存在颜色异常,检查滚子滚动面局部硬度偏低为:57HRC、57.5HRC、57HRC,随后抽取其他批次的热后滚子也有个别滚子滚动面硬度偏低,酸洗比例为1/50。为了保证滚子的产品质量,对其样件进行了原因分析及整个加工过程进行了调查。 图1 滚子外观 一、缺陷样件分析(1)缺陷样件硬度检查 采用HRA-150洛氏硬度计,对353130B圆锥轴承滚子带穴端面处的硬度进行检测:带穴部位硬度为61HRC、61HRC、61.5HRC;其余端面部位硬度为61HRC、61.5HRC、62HRC,符合TB/T2235标准要求。利用V型胎膜,检查颜色正常滚动面硬度为61HRC、61.5HRC、62HRC,显然缺陷样件为滚动面局部硬度偏低。 (2)颜色异常区域金相观察 在颜色异常区硬度低的位置附近,沿轴向方向磨制金相试样。经4%硝酸酒精浸蚀后,在低倍和500倍下观察深腐蚀处的金相组织,与标准《JB/T7362—2007滚动轴承零件脱碳层深度测定方法》中的附录A标准图片比对,发现有贫碳现象(见图2)。金属材料在加热、保温时,其表面的碳被氧化,致使该表层的碳全部或局部丧失,这种现象就叫脱碳,这种碳分丧失的表面就称为脱碳层。因碳丧失不多,又观察不到明显的脱碳层,但过剩碳化物明显减少,硬度有偏低的现象时,则称贫碳。 图2 滚子贫碳深度 深腐蚀后检查该部位的金相组织则存在贫碳,且深度为0.28mm。在奥林巴斯GX51显微镜下,低倍和高倍观察滚子的小端面部位,检查未发现贫碳,但在滚子的大端面倒角部位,却发现有贫碳现象。深腐蚀500倍可观察到该区域组织(见图3),表面的碳化物颗粒数量少而细小,而心部正常区域的组织碳化物颗粒数量多而稍大(见图4)。对于贫碳部位浅腐蚀后,500倍可还观察到其表面有板条状组织形貌。 图3 滚子边缘贫碳形貌(500×) 图4 滚子心部无贫碳形貌(500×) (3)对滚子带穴部位的组织进行观察 首先在滚子带穴端面沿中心部位制取小试样,沿纵截面磨制金相试样。观察带穴试样端面的组织状况,高低倍观察均无发现贫碳现象。对滚子非穴部位,观察其组织形貌,未发现任何异常现象。 综上分析,滚子硬度局部偏低是由于滚子表面局部贫碳所致。 二、热处理工序分析铁路货车轴承滚子,加工采用批次管理的方式进行生产和淬回火加工,热处理定型设备为带有保护气氛的辊底炉盐淬生产线进行淬回火加工,查该型号的滚子先后采用A和B两个厂家的原材料,连续数个班次的加工,只有A厂家的滚子出现贫碳,且比例不是很大;另外一个厂家的产品多个班次的检查过程中没有发现贫碳滚子。查热处理的相关记录没有发现设备异常,对出现贫碳质量问题滚子的进行了100%酸洗挑拣,从挑拣的滚子来看,也属个别滚子。若是热处理工序因气氛不好导致的贫碳应是批量性的,其在酸洗检查时,在滚子的任何部位均为发现不同程度的贫碳区。 滚子制造工艺流程:原材料检验→投料→冷镦→软磨→热处理→喷丸→磨加工→探伤检查。从整个流程来看,产生贫碳的因素只有两个,一个是热处理,一个是原材料。综合以上的分析,显然贫碳的发生与热处理无关。 三、原材料分析查清该型号滚子所在批次的原材料,系某钢厂提供的无脱碳的磨光料,规格为直径23.2mm,材料为GCr15,重量为46吨,已全部投料,共7个子炉号。为了保证本批次材料炉号的滚子质量,进行了100%酸洗挑拣。根据热处理工序的加工及整个质量检查情况来看,这是一起与原材料质量有关的质量问题。虽然滚子原材料进厂进行了相关检验,但均属于对棒料抽检。按照订货技术条件要求,钢厂应提供零脱碳的产品,但实际上未到达轴承制造厂家的要求。钢厂应提供零脱碳的磨光料,虽然也经过车削、扒皮、磨光,但在某些热加工环节因设备原因或控制问题导致脱碳深度超标,最终其表面脱碳及贫碳层未全部除掉,致使遗留至轴承厂家。 四、结语(1)滚子局部硬度值偏低是由于滚子表面局部贫碳所致。 (2)导致滚子局部硬度偏低的原因是由于原材料贫碳所致。 (3)钢厂应对滚子料的生产制造各环节进行严控,按要求应提供零脱碳的滚子原材料,才能确保铁路货车轴承滚子的整体质量。 |