维修现场:破碎机中空轴配合轴面磨损,还好选择用这种方法修复
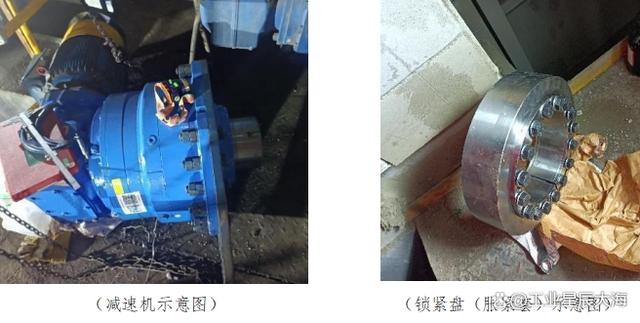
1、设备概况破碎机是金属矿和非金属矿加工过程中所采用的能够将开采的原矿石通过挤压和弯曲作用等方式破碎成小块颗粒的粉碎机械。常用的破碎机械有颚式破碎机、旋回破碎机、圆锥式破碎机、辊式破碎机、锤式破碎机和反击式破碎机等几种。其中辊式破碎机是利用辊面的摩擦力将物料咬入破碎区,使之承受挤压或劈裂而破碎的机械。当用于粗碎或需要增大破碎比时,常在辊面上做出牙齿或沟槽以增大劈裂作用。辊式破碎机通常按辊子的数量分为单辊、双辊和多辊破碎机,适于粗碎、中碎或细碎煤炭、石灰石、水泥熟料和长石等中硬以下的物料。 破碎机的动力是由电机通过行星齿轮减速机传递给辊子的,而辊子和减速机是通过锁紧盘(胀紧套)固定,锁紧盘是一种无键联结装置,其原理和用途是通过高强度拉力螺栓的作用,在内环与轴之间、外环与轮毂之间产生巨大抱紧力,以实现机件与轴的无键联结。当承受负荷时,靠锁紧盘与机件、轴的结合压力及相伴产生的摩擦力传递转矩、轴向力或二者的复合载荷。
2、故障现象和原因分析某水泥厂检修篦冷机破碎机设备时发现行星齿轮减速中空轴及对应配合的破碎机轴均存在不同程度磨损划伤,若不及时处理将严重影响设备运行平稳性及产品质量,严重时会造成破碎机无法正常运转从而造成设备停机停产,给生产型企业带来很大困扰。 中空轴及对应配合的破碎机轴磨损划伤的原因主要是由于工作条件恶劣,在长期运转过程中锁紧盘(胀紧套)局部螺栓出现松动未能及时发现或安装时未按照规定扭矩值锁紧所有螺栓,导致减速机中空轴及对应配合的破碎机机轴出现磨损划伤;同时拆卸、安装时进入异物或暴力操作也是导致配合面出现划伤的重要原因。
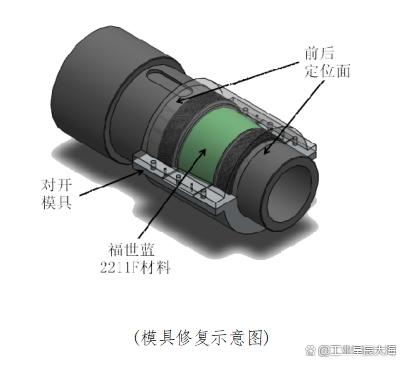
3、传统修复模式和福世蓝现?场修复模式技术分析3.1 传统修复模式 针对轴磨损划伤问题,传统解决办法主要靠堆焊后机加工、热喷涂和电刷镀等手段来进行,并没有很好的修复方式来减少金钱及时间的浪费,而且均存在一定弊端,无论是堆焊后机加工还是热喷涂方式,都避免不了热应力无法消除的现象。易造成材质损伤,导致部件出现弯曲或断裂;而电刷镀受涂层厚度限制,容易剥落,且以上几种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。从维修费用及维修工期上来说,此方法更多的是返厂修复或依靠外协,拆装运输费用高,修复工期长。 3.2 福世蓝高分子复合材料现场修复模式 此次修复工艺采用福世蓝模具法进行现场修复,利用未磨损尺寸作为定位尺寸,涂抹适量福世蓝2211F材料后安装紧固对开模具恢复磨损部位尺寸。 福世蓝高分子复合材料2211F是一种抗高温、抗强腐蚀并可以机加工的金属修复、保护复合材料,此材料具有良好的粘结力和机械性能,不仅有金属所具有的强度、硬度,还有其退让性,应用高分子材料修复可免拆卸免机加工既无补焊热应力影响,修复厚度也不受限制,高分子复合材料的应用技术可以使企业在第一时间快速有效的现场修复,有效避免各种时间及经济的损失,而且高分子复合材料修复属于冷焊技术,不存在热应力等问题,可以有效避免基材的二次损坏。此类修复材料以福世蓝?金属修复材料2211F性能较为可靠。 4、福世蓝修复工艺及应用图片信息 4.1 福世蓝高分子复合材料修复工艺 1) 表面烤油处理:用氧气-乙炔火焰炙烤待修复表面,彻底清除表面及渗入基体组织的油污; 2) 表面打磨处理:使用磨光机配合砂轮片打磨磨损区域,直至露出金属原色; 3) 空试模具:现场测量核对模具尺寸及轴肩定位尺寸,空试模具,确保各个部位配合精确; 4) 无水乙醇清洗:使用无水乙醇将打磨后的表面彻底清洗干净,确保待修复表面干净、干燥、结实; 5) 刷涂福世蓝803脱模剂:模具内表面用无水乙醇清洗干净后,涂刷脱模剂晾干备用; 6) 调和福世蓝2211F金属修复材料:严格按比例调和适量福世蓝2211F高分复合材料直至均匀无色差。调和好的材料要在调和板上摊成薄片,并立即涂抹,以防材料过早固化; 7)涂抹材料并安装模具:涂抹时先涂抹薄薄一层并反复刮压,保证材料压进表面上的每一个微孔,随后逐层增加厚度,材料厚度略大于轴的磨损尺寸,然后快速安装模具并紧固螺栓,多余的材料会从排料槽排出; 8)固化:进行足够时间的固化,具体固化时间根据现场温度并参照材料技术数据表而定。可以通过碘钨灯或热风机加热缩短固化时间,注意不可用明火直接接触材料,且加热温度不得超过材料最高承受温度; 9)去除多余材料:材料固化后拆卸模具使用磨光机、锉刀、砂纸等工具去除多余材料,决不允许敲击材料; 10)空试减速机:空试减速机确保可以顺利安装; 11)安装:再次调和少量2211F材料涂抹薄薄一层。快速安装减速机,安装完成后使用扭矩扳手按照扭矩值分两到三遍紧固锁紧盘(胀紧套)螺栓。 4.2 修复过程
|