陶瓷轴承、绿环制造
|
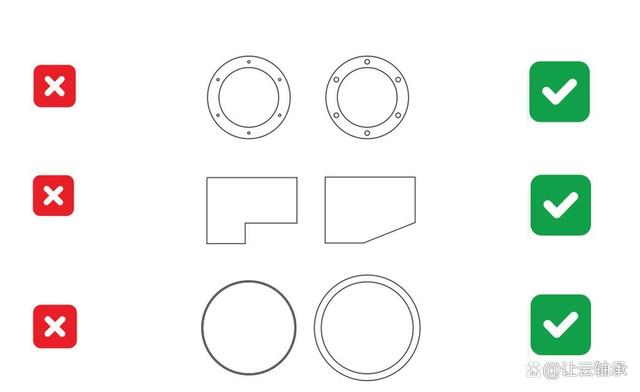
轴承等工程应用部件的材料选择取决于多种因素,而不仅仅是材料的特性。 有必要考虑轴承形状和成本所施加的限制,以及载荷和应力的分布、公差和其他边界条件,例如: 操作条件不是唯一要考虑的因素,因为陶瓷材料在其制造过程中也需要特别注意,包括成型和烧结(或“烧制”)阶段。 轴承的形状必须根据它们的脆弱性进行研究,特别是在所谓的“绿色”状态下,即未煮熟。 事实上,由于这种脆弱性,形状和尺寸受到限制,原因如下:a) 应力集中的影响,尤其是对尖锐边缘的影响 b) 烧制前加工(打磨、精加工)困难 图 A 总结了影响轴承制造安全的设计因素
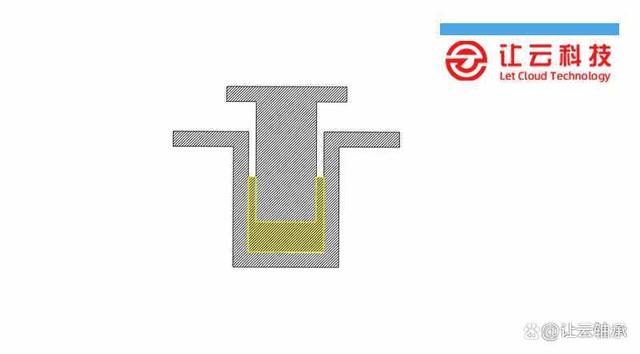
在图 A 的左栏中,从上面描述了三个要避免的设计示例:孔太小、截面变化剧烈、与组件的一般尺寸相比厚度太小。右侧列出了各自的措施:从上到下,更宽的孔,截面变化的软化,与物体尺寸相比太薄的部分的加厚。 图A. 安全生产设计措施。从上到下:轴承安装孔、截面变化、套圈厚度。 除了由热应力引起的破损之外,成形的产品还可能发生诸如导致破损的扭曲和变形。造成这些变形的原因之一是同一块不同点之间可能出现不同的密度,如图 B 所示。压在侧面的陶瓷材料(黄色)的密度可能比压在侧面的陶瓷材料的密度低得多底部材料的密度,这可能会导致烧结过程中的变形。 图 B. 成型过程中可能出现的问题(单向压力机)
高级陶瓷轴承的每个环通常用机床加工以获得所需的尺寸精度,具有与机械加工相关的所有缺点,主要是引入缺陷 另一方面,虽然非常昂贵,但却是必要的手术。然而,同样出于这种必要性,最终环的形状必须遵循某些基本的预防措施来绘制,图 A 显示了一个实例:要避免锋利的边缘(在图 C 的左侧),因为在磨削加工过程中会出现裂纹可以形成。如图 C 右侧所示,最好使用倒角或圆角。特别是,锋利的边缘,由于其几何形状,比平坦表面或任何情况下的圆形边缘更容易受到温度变化的影响。 图 C. 可能的磨削问题:倒角或圆角(右),在需要时总是比锋利的边缘(左)
|