全陶瓷球轴承的制造和维修-对于极端条件应用
一、全陶瓷球轴承材料发展轴承是工业机械领域的关键基本部件,被称为“设备的接头”,轴承性能的好坏直接影响和决定着高端轴承的关键指标设备,如精度、寿命、极限速度、承载力、耐温性、稳定性,可靠性和动态性能。随着高端技术的发展对设备的极限,特别是轴承的性能提出了要求旋转部件(如大型低温风洞和液体火箭涡轮泵)极其复杂的工作条件尤为重要。随着使用的多样化在轴承的环境中,轴承的性能要求也得到了提高。目前一些轴承钢不能满足或完全满足主机对轴承的要求。
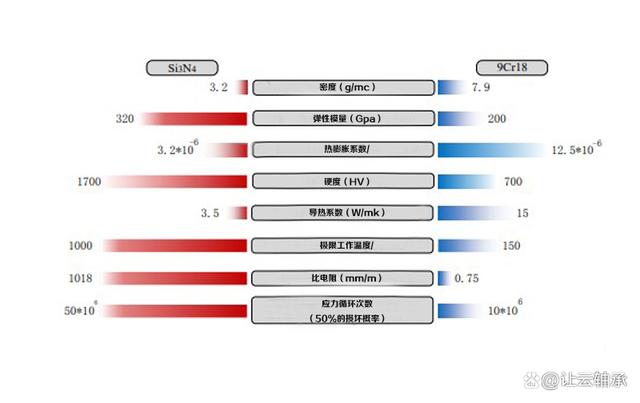
陶瓷轴承技术的发展与发展需求和需求密切相关行业应用领域。随着航空航天、海军等国际热点研究领域的发展轴承的使用性能不断被提出更高的使用需求,这促进了轴承行业的不断进步。陶瓷轴承正式开发在这种特殊的需要下,它很快就消失了。陶瓷轴承的优异性能已成为一个重要的研究课题。高端装备发展的重要基础保障。未来,面对极端工况,陶瓷轴承的发展趋势 二、传统轴承钢与陶瓷轴承相比1、轴承在极端温度环境中的使用行为 极端温度环境包括超高温、超低温和宽低温温度范围在高温和低温之间交替的环境。这个轴承在极端温度环境下的长期稳定运行是近年来的一个新的研究热点轴承应用范围的不断扩大。当轴承在环境中操作时73K~1273K对轴承材料、润滑和结构提出了新的要求参数和许多其他方面。 低温和超低温环境一般指服务环境,低温流体介质中的轴承,包括液氢、液氧、液氮,例如大型低温风洞的内芯轴承部件和液体轴承火箭涡轮泵是为大型飞机模拟实验而建造的,需要在氮气中运行超低温、宽温度范围(110K-323K)和常温大气空气在大气中停留了很长时间。在极端温度环境中轴承的使用性能条件和高要求与传统的普通轴承。传统的金属轴承无法在超低温度下工作而传统的润滑油和润滑脂不能满足使用要求 2、传统轴承钢弊端 传统的轴承钢,甚至是通过强化材料性能加工的新钢,它已经失败了多次。其次,传统的油润滑或脂润滑是困难的应用时,新的固体自润滑或无油润滑将是主要形式,这需要:轴承材料具有更好的自润滑性能和耐磨性。 此外要求轴承在极端温度下保持精度和长期运行可靠性环境由于HIPSN陶瓷材料的热变形系数仅为1/4~1/5与轴承钢相比,全陶瓷球轴承具有良好的抗热震性,使用稳定高温、低温工况下的性能和使用寿命长并且温差大。此外,陶瓷材料密度小,承载力强容量大,耐磨性好,在高速环境下故障率低,使用寿命长这会大大增加。目前,全陶瓷轴承的极限工作温度已经能够达到超过1273K,连续工作时间可达100h以上,具有自润滑功能特性,在缺少的情况下仍能保证工作精度和使用寿命油润滑。总之,陶瓷轴承可能是最佳选择之一。 三、陶瓷材料在轴承领域的生产与应用1、陶瓷材料在轴承领域的应用 常见的轴承材料包括GCr15、9Cr18等,但要求超高以及耐低温、耐腐蚀、超高速、高可靠性等,在海运、军工等领域,轴承材料也从传统材料发展而来金属材料向性能更好的非金属材料转变。但是大量的实验研究结果表明,工程陶瓷材料包括氮化硅(Si3N4)、碳化硅(SiC)和碳化硅,氧化锆(ZrO2)、氧化铝(Al2O3)等具有低密度、高强度、高强度和高密度的优异特性,硬度高、耐磨、耐高温、耐腐蚀、自润滑性好作为轴承材料。
图中显示了这两种方法的常见性能参数的比较Si3N4陶瓷轴材料和普通轴承材料9Cr18 1、陶瓷材料在轴承领域的生产 (1)陶瓷轴承研磨技术 陶瓷轴承的滚动体包括陶瓷球和陶瓷滚子。处理和陶瓷球的制造在国内具有相对成熟的理论基础和加工方法世界加工设备的分类主要包括单盘研磨设备和双盘研磨设备多盘研磨设备,其中单盘研磨设备使用最广泛,主要包括传统的V形磨削法和锥形磨削法。在V形磨削法中,陶瓷球的旋转角度不能改变,呈锥形磨削方法增加了旋转角度,磨削轨迹可以达到整个包络线并且锥形磨削的效率提高了30%,并且研磨质量提高了20%。 陶瓷辊的加工方法与金属辊相似,无中心一般采用研磨法。陶瓷辊本身是硬脆材料,容易磨损在加工过程中产生微裂纹、划痕等均匀缺陷,因此陶瓷滚子轴承的发展落后于陶瓷球轴承。 (2)氮化硅陶瓷内外环制造技术 与金属轴承相比,陶瓷内外环的制造非常困难。目前,金刚石砂轮磨削是最常用和有效的磨削加工方法陶瓷轴承环,占所有加工技术的80%,其磨削成本占总成本的80%约占整个轴承生产成本的90%。涉及的关键技术包括高速和超高速磨削技术、夹紧技术、金刚石砂轮弧修复技术,轴承套圈超精密加工精度保证技术,实验检测技术等。与传统金属轴承相比,陶瓷的使用寿命轴承有了很大的改进,但陶瓷轴承仍有一定的使用寿命。在服务过程中,存在滚动元件、内圈和外圈、保持架等的疲劳故障,表面点蚀和剥落。 表面完整性失效的主要原因是: 轴承部件是陶瓷材料的缺陷、表面的残余应力和微裂纹 超精密加工后的部件表面。提高陶瓷材料的使用寿命 轴承主要从两个方面考虑:材料准备和部件加工。 陶瓷轴承发展到P4或P2水平。陶瓷超精密加工技术轴承部件包括滚动体和内外轴承的加工和制造戒指。加工方法和加工难度之间存在很大差距。因此最初的陶瓷轴承产品是一种混合陶瓷轴承,滚动体由氮化硅制成,内圈和外圈由金属制成,如图5所示。金属轴承的内外滚道在加工工艺上相对简单与氮化硅材料相比,具有良好的精度保持性。随着超精密加工技术的发展,研究人员设计了全陶瓷轴承。滚动体和旋转体两者内外套圈为陶瓷材料,滚动体为氮化硅陶瓷。内部外部套管可以由氮化硅或氧化锆材料制成,这大大提高了效率陶瓷轴承的性能。 |