什么是热处理?1
|
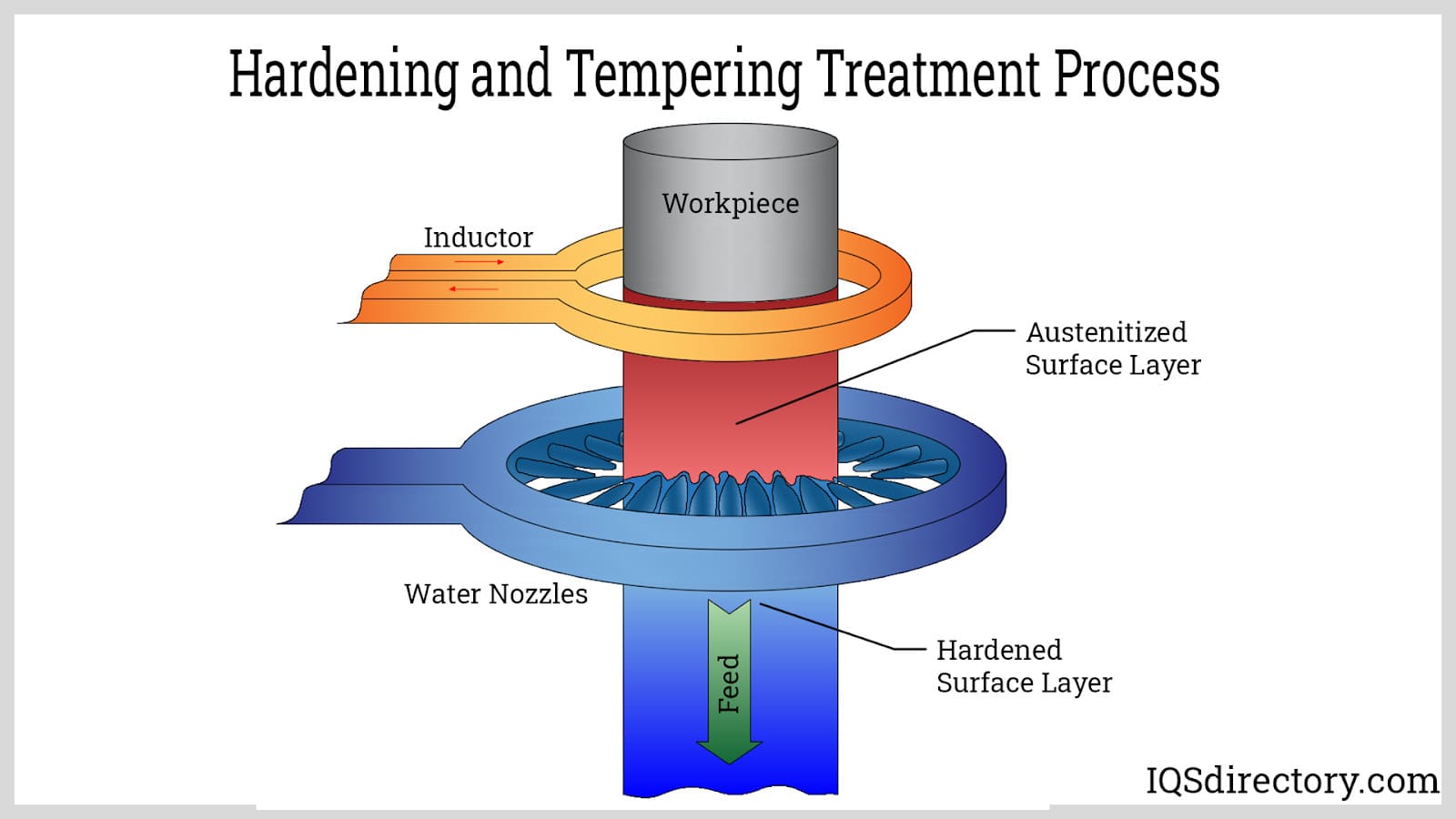
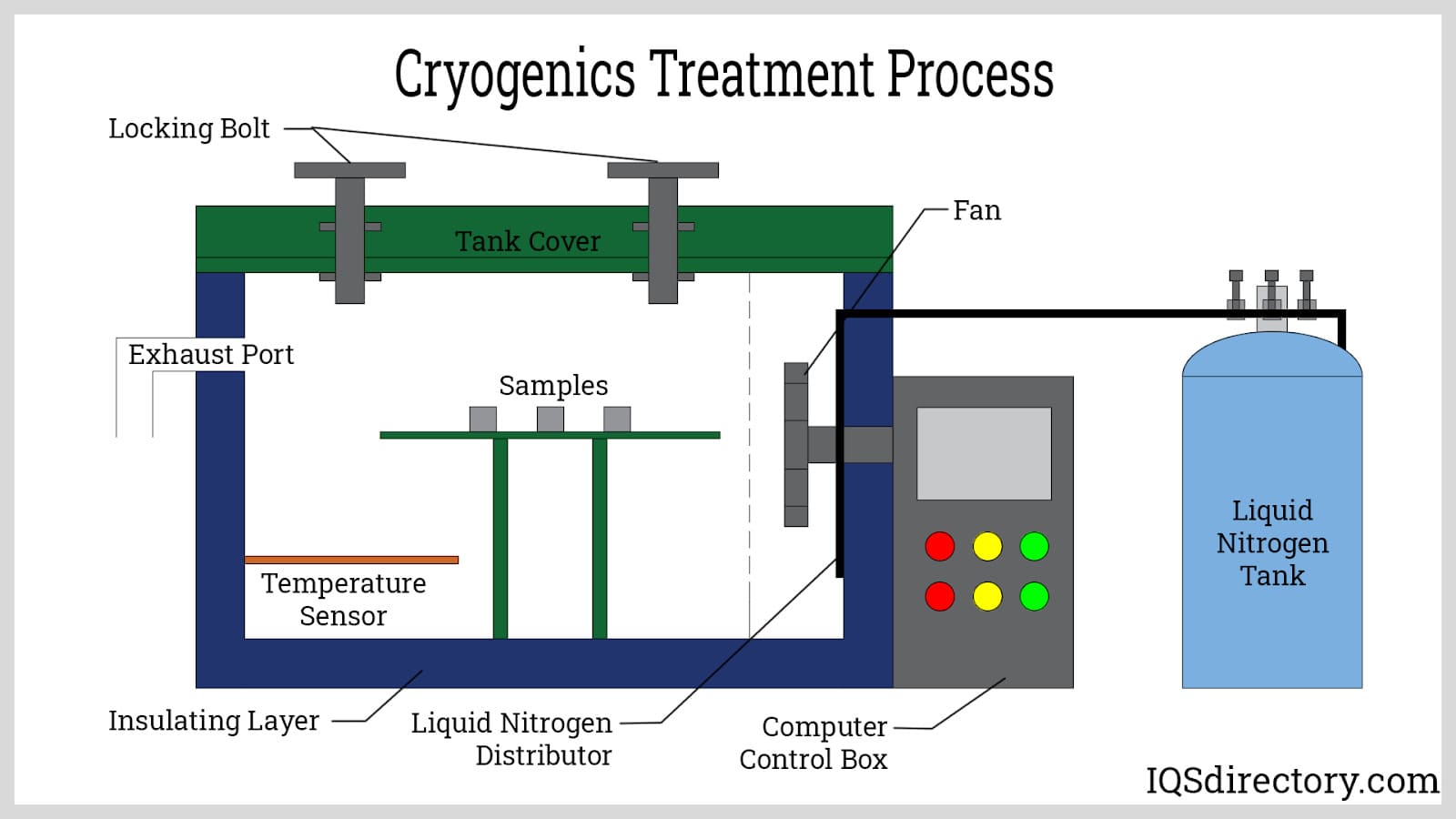
热处理是对材料施加热量然后冷却以改善其性能、耐用性和特性的过程。 热处理可用于软化金属以提高成型性。它可以用来硬化零件,以提高它们的强度。热处理可以定义为所采用的每个过程,并通过加热或冷却来改变材料(例如金属)的物理特性。 一、热处理如何发挥作用1、热处理理论热处理的每个过程都涉及金属的加热和冷却,但该过程存在三个主要差异,即加热温度、冷却速率和用于获得所需性能的淬火类型。 要对金属进行热处理,需要适当的设备,以便充分控制加热、冷却和淬火等因素。加热室气体的大小、类型和混合物必须正确控制温度。淬火介质还必须适合正确冷却金属。 2、热处理金属的阶段热处理的三个主要阶段如下: (1)、金属的缓慢加热,确保金属维持均匀的温度。 (2)、将金属在特定温度下浸泡或保持规定的时间。 (3)、金属在室温条件下冷却。 加热台 在加热阶段,第一个重要的目的是保证金属的均匀加热。通过缓慢加热获得均匀加热。如果金属受热不均匀,只有一部分金属可能比另一部分膨胀得更快。这会导致金属的一部分变形或破裂。 必须根据以下因素选择加热速率: 金属的导热性。具有高导热性的金属比具有低导热性的金属以更快的速度加热。 金属的状况。硬化或受压的工具和零件的加热速度应低于之前未硬化或受压的工具和零件。 金属的尺寸和横截面。较大的零件或具有横截面的零件甚至不需要以比小零件慢的速度加热,以使内部温度接近表面温度。否则,会有过度翘曲或开裂的风险。 1、浸泡阶段 此阶段用于将金属保持在适当的温度,直到所需的内部结构成形。浸泡时间是金属保持在适当温度的持续时间。为了确定正确的时间长度,需要化学分析和金属质量。对于不均匀的截面,可按最大截面确定均热时间。 一般来说,金属的温度不能一步从室温升到均热温度。相反,必须将金属缓慢加热到刚好低于结构发生变化的温度,然后保持该温度直到整个金属的温度变得一致。 在预热步骤之后,温度必须更快地加热到所需的最终温度。具有更复杂设计的部件可能需要多层预热以防止翘曲。 2、冷却阶段 在这个阶段,金属需要冷却到室温。根据金属的类型,有多种冷却金属的方法。金属可能需要冷却介质、液体、气体或其组合。冷却速度取决于金属本身和冷却介质。因此,在冷却过程中所做的选择是影响所需金属性能的重要因素。 淬火是指金属在空气、水、油、盐水或其他介质中快速冷却。大多数硬化的金属会随着淬火而迅速冷却,这就是将淬火与硬化联系起来的原因,但硬化并不总是由淬火或其他快速冷却引起的。例如,水淬用于铜的退火,其他金属的硬化是通过缓慢冷却来完成的。 并非每种金属都应该淬火,因为淬火会使某些金属开裂或变形。一般来说,水或盐水可以快速冷却金属,而另一方面,油混合物更适合缓慢冷却。一般准则是,水可以用来硬化碳钢,油可以用来硬化合金钢,水可以用来淬火有色金属。然而,与所有处理一样,所选的冷却速率和冷却介质必须适合金属。 3、热处理的目的热处理有多种用途,包括: 1)、提高材料的机械性能,包括硬度、抗拉强度、抗震性、延展性和耐腐蚀性。 2)、提高机械加工性,降低脆性。 3)、用于消除热加工或冷加工过程中金属产生的内应力。 4)、改变粒度或细化它。 5)、以增加磁性能和电性能。 6)、以增加耐腐蚀性和耐磨性。 7)、以提高材料表面的硬度。 8)、提高齿轮、活塞销、轴等中小型零件的疲劳极限。 9)、赋予硬化表面干净、明亮和令人愉悦的外观。 10)、通过表面硬化获得坚硬的核心。 11)、热处理可提高钢材的硬化性能,使其能够切割其他金属。 12)、促进结构的统一性。 二、热处理工艺的类型各种类型的热处理工艺包括:1、渗碳处理工艺 该过程涉及向钢的表面和亚表面添加碳原子以提高其表面硬度。这是为了增强金属部件的表面,并通过使碳扩散到其中来提高其微观结构和机械性能。 大气中的碳含量、使用的材料类型、使用的温度以及暴露在该温度下的金属长度决定了碳能够扩散的深度。零件淬火后是硬化发生的时间。除了增加表面硬度外,渗碳还可以提高疲劳强度和耐磨性。 它最适合碳含量在 0.05% 到 0.3% 之间的低钢,并且可以在具有不同复杂性的零件上进行。对于需要在 1562 °F 至 1832 °F(850 °C 至 1000 °C)的预期应用中提高耐磨性、耐用性和疲劳强度的金属,渗碳处理是首选处理方法。 2、处理工艺氮化 与渗碳类似,渗氮是一种热化学表面硬化工艺,用于提高金属零件的硬度、疲劳寿命和耐磨性。通过渗氮,氮扩散到金属表面以达到硬化效果。渗氮工艺包括对铁质材料进行热处理,然后在严格控制的亚临界温度下将其暴露于活性氮中。 在暴露于活性氮气期间,应用温度范围在 752 °F 至 1094 °F(400 °C 至 590 °C)之间,低于最终回火温度,以确保金属的机械性能不受影响。当对含有氮化物形成元素的合金钢材料进行氮化时,氮化是最有效的。这使得能够容易地通过氮与金属形成合金氮化物沉淀物。 以下是与渗氮工艺兼容的钢材示例:4140、4130、4150、8640、4340、15-5、17-4、4xx 不锈钢和 nitralloy 135。除了其硬化效果外,渗氮可以赋予金属部件抗磨损、抗咬合和抗焊接性能。经过氮化处理的金属可以在高达 1000 华氏度的温度下保持硬度。这些特性使氮化物金属非常适合无数应用,包括轴承、模具、齿轮、轴、喷嘴、进给螺杆、孔板、花键、阀门、气缸套、活塞环。 3、调质处理工艺 硬化是在真空或吸热气氛中发生的金属加工过程。与渗氮和渗碳相反,这是一种全硬化工艺,可使零件从表面硬化到核心,而不会改变其表面的碳。该过程包括将金属加热到其奥氏体化温度以上,主要是在封闭的炉内进行。通过回火,金属被加热到 698 °F 至 1004 °F(370 °C 至 540 °C)的温度。为了获得出色的韧性,金属被加热到 1004 °F 至 1112 °F(540 °C 至 600 °C)之间的温度。 奥氏体化温度因材料而异,是使金属的晶体结构由铁素体转变为奥氏体的温度(钛、铝、高镍合金的结构不同,但利用了相同的高温原理然后淬火)。 转变为奥氏体后,金属在油中快速淬火,使晶体结构转变为马氏体。然后对金属部件进行回火以将其硬度降低到所需水平,从而降低其脆性。钢通常通过这种加热和淬火过程进行硬化。这些方法也可用于硬化缺乏碳的铝。这些硬化金属用于不同类型的应用,从建筑材料到汽车领域的组件。 4、退火及去应力处理工艺 退火是将金属零件加热到预定温度并保持在该温度,然后缓慢冷却的过程。这有助于消除材料中因切割、冷加工或机加工等工艺而产生的残余应力。通过降低硬度、屈服强度、抗拉强度,金属退火可以提高延展性和降低脆性。 退火的主要目的是使金属更适合制造工艺,如成型、塑形、冲压、液压成型、锻造、弯曲和机加工。应力消除包括在相对较低的温度下加热金属,然后使其均匀冷却。铜或钢的理想温度低于 1000 华氏度,铝的理想温度低于 400 华氏度。与退火一样,消除应力的目的是减少在机加工、成型或轧制过程中产生的内应力。 然而,钢和铜在 1600o F (870 °C) 或更高的温度下进行退火,而铝在 600o F (315 °C) 或更高的温度下进行退火,与更简单的应力消除处理工艺相比,这可以减轻更多的应力。利用真空炉、吸热炉和空气炉,可以对所有类型的金属或塑料进行退火和消除应力处理。 5、低温处理工艺 这是一种金属硬化工艺,金属零件在低温下冷却以释放应力并减少淬火后的残余奥氏体。低温服务包括 -200°F (-128°C) 或更冷的低温处理和低于零的冷却至 -100°F (-73°C) 以改善硬化。 低温处理带来的内部应力消除允许在加工过程中实现更严格的公差。低温处理为包括汽车、航空航天、医疗和国防在内的各种行业的高性能应用提供金属强度。例如,此过程通常用于制备铝,以使其暴露在极冷的环境中,例如在太空中遇到的环境。以下是经过低温处理的金属零件的其他应用:钢制工具、切削工具、高性能赛车零件。 6、正火处理工艺 该过程的主要目的是消除冷加工过程后产生的内应力。在此过程中,钢被加热到超过其上限临界温度,然后在空气中冷却。正火可改善电气和机械性能、机械加工性和抗拉强度。正火是为恢复正常条件下的结构而进行的热处理工艺。 正火处理程序包括应用铸件和锻件细化晶粒组织和消除应力。它的应用是在冷加工后完成的,例如冲压、轧制和锤击。 7、氰化处理工艺 在这种工艺中,钢在氰化钠环境中被加热。正因为如此,钢材表面会沉积氮原子和碳原子。这会让事情变得困难。 在氰化过程中,将待处理的金属部件浸入温度保持在 950 摄氏度的熔融氰化物盐浴中。所用的熔盐有碳酸钠、氯化钠、纯碱和氰化钠。浸入熔融氰化物中的物品在 950 摄氏度的温度下放置约 15 至 20 分钟。氰化钠的分解会从一氧化碳中产生碳和氮,然后扩散到表面,导致表面硬化。然后将零件从浴中取出,然后在油或水中淬火。 8、表面硬化处理工艺 在表面硬化过程中,金属部件的外层硬化,而内部保持柔软。对于钢和铁等含碳量低的金属,必须在表面注入额外的碳。表面硬化是金属件加工后主要用作最后一步的工艺。 表面硬化利用高温与其他元素和化学物质结合产生硬化的外层。由于金属会因硬化而变得更脆,因此表面硬化可用于需要柔性金属和耐用耐磨层的应用。表面硬化温度介于 320 °F 至 428 °F(160 °C 至 220 °C)之间。 9、铝热处理工艺 铝合金包括 8xxx、7xxx、6xxx、2xxx 系列。最重要的是,可能需要对在成型过程中经历应变硬化的零件进行退火。 以下热处理是典型的铝热处理:均匀化、退火、自然时效、固溶热处理和人工时效。根据具体使用的工 艺,炉温范围为 203 °F 至 401 °F(95 °C 至 205 °C)。必须记住,铝的热处理与钢有很大不同。 10、钎焊处理工艺 这是一种热处理工艺,涉及添加用于连接两块金属的填充金属。填充金属的熔点低于待连接金属的熔点。它要么在零件加热期间送入接头,要么预先放置。 在间隙较小的钎焊件中,填料可通过毛细管作用流入接头。熔融填料的温度超过 1544 °F (840 °C)。钎焊工艺制成的接头通常比焊接接头更坚固。可以在多种金属上进行钎焊。在开始钎焊过程之前,重要的是通过化学或机械清洁来准备表面。 11、感应热处理工艺 这种类型的热处理工艺允许使用电磁感应非常有针对性地加热金属。该过程基于金属部件内的感应电流来产生热量。它是粘合、硬化或软化金属或其他导电材料的最佳方法。在现代制造过程中,这种类型的热处理提供了一致性、速度和控制的有益组合。 虽然基本原理众所周知,但固态技术的现代进步已经改变了该过程,使其成为一种成本效益高、简单的加热方法,适用于涉及处理、连接、加热和材料测试的应用。感应热处理允许您通过高度可控地使用电加热线圈来选择最佳物理特性。 不仅为每个金属部件选择特性,而且为金属部件上存在的每个部分选择特性。感应淬火能够赋予轴部分和轴承轴颈卓越的耐用性,而不会牺牲处理冲击载荷和振动所需的延展性。阀座和内部轴承表面可以在复杂零件中硬化,而不会产生变形问题。这意味着可以以最能满足您需求的方式对特定区域进行硬化或退火以提高耐用性和延展性。 三、热处理钢钢的热处理可以有多种类型,其中包括:1、退火钢热处理 退火过程的目的是做与硬化相反的事情。对金属进行退火以释放应力、增加延展性、软化金属并改善其晶粒结构。当没有适当的预热阶段时,焊接会导致金属部件温度不均匀,即使是熔化的区域和靠近室温的区域也是如此。 在这种情况下,焊接会削弱金属;随着焊缝变冷,interna;应力与硬点和脆点一起产生。退火是解决此类常见问题和消除内应力的最佳解决方案。 2、正火钢热处理 正火钢对于消除机械加工、热处理、成型、锻造、铸造或焊接过程中的任何内部应力非常重要。不受控制的应力会导致金属失效,因此在任何硬化之前对钢进行正火将有助于确保项目的成功。 3、硬化钢热处理 硬化的目的不仅是使钢变硬,而且使它更坚固。硬化会增加强度,但也会降低延展性,使金属更脆。在硬化过程之后,金属可能需要进行一些回火以消除一些脆性。 大多数钢材通过前两个阶段的热处理(慢温加热,然后在规定的时间内浸泡到均匀的温度)进行硬化,第三阶段就不一样了。 金属硬化后,通过将它们浸入油、水或盐水中迅速冷却。大多数钢需要快速冷却(称为淬火)才能硬化,但只有少数可以空冷。随着向钢中添加合金,硬化钢所需的冷却速率会降低。如果冷却速度变慢,则翘曲或开裂的风险就会降低。 4、回火钢热处理 在通过火焰或外壳硬化金属并在过程固有的快速冷却后引入内应力后,钢变得既比需要的更硬又太脆。解决方案可能是对钢进行回火以降低脆性并减轻或消除内部应力。当钢零件经过回火处理时,硬化引起的硬度会降低,并会产生某些物理特性。 回火总是在硬化之后进行,在降低脆性的同时,也软化了钢材。不幸的是,钢的回火软化是不可避免的。但是硬度损失的多少可以根据回火过程中的温度来控制。回火总是在低于金属上临界点的温度下进行,这与其他热处理工艺不同,后者是在高于金属上临界点的温度下进行的。 5、热处理不锈钢 不锈钢的热处理是根据不锈钢的类型和最终产品的目标要求而定的。硬化、退火和消除应力等热处理方法可提高制造过程中改性金属部件的延展性和耐腐蚀性能。这些方法还可以生成坚硬且能够承受磨损和高机械应力的结构。不锈钢的种类包括马氏体、奥氏体和铁素体。这三种不锈钢的热处理方法不同。 6、奥氏体不锈钢热处理工艺 这是所有不锈钢类型中使用最多的。这种钢的特点是常温下为奥氏体组织,相无任何变化。热处理过程不能使这种不锈钢硬化。相反,它可以通过冷加工过程硬化。固溶处理是奥氏体不锈钢最常用的热处理工艺。 7、铁素体不锈钢热处理工艺 这类不锈钢在常温和高温下均呈铁素体组织,无相变。但是当钢中含有一定量的氮和碳等奥氏体形成元素时,钢在高温下会形成奥氏体组织。这类钢不能通过热处理工艺进行强化,只能进行退火处理,以降低内应力,有利于进一步加工。 8、马氏体不锈钢热处理工艺 这种类型的不锈钢具有明显的相变点。在高温下呈奥氏体组织,冷却时可发生马氏体相变。转变为马氏体结构后变硬。由于含铬量高,淬透性好,可采用淬火、回火等不同的热处理方法。 |